|
|
振动时效给很多人的印象是“哐哐”振一通出具个报告就完事,但其实振动时效是一项工艺有严格的工艺过程,下面以壳体为案例介绍一下应力消除的工艺。
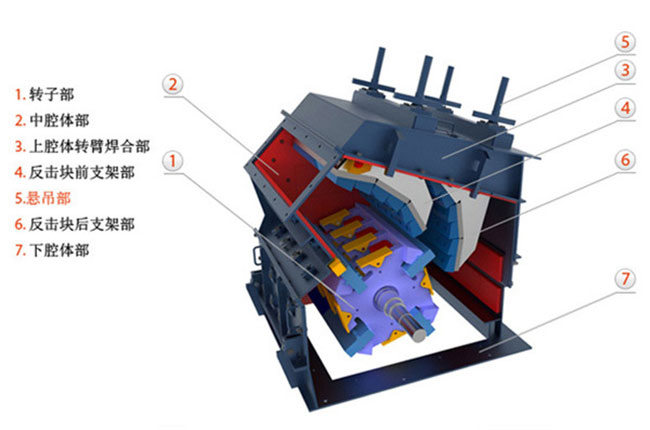
: W1 s8 _; g v8 p0 D壳体是破碎机的支承部件,要有的强度。壳体不能产生变形或开裂现象,在壳体内部不能存在内应力。如果存在内应力强度不够,会在破碎机运行过程中产生整机的变形,造成破碎机的停机,严重时造成破碎机的报废。, X3 w8 D; W5 D3 X5 _* V' C1 n+ n
, n6 C2 |6 [6 @. B' v+ T& p% x
 / ?! A; p+ W0 t, w5 r9 @3 ]
* _& k) l8 x# d5 T L
振动时效设备搭载振动时效工艺软件,严格遵循振动时效工艺,保证良好的应力去除效果。下面是振动时效工艺过程。
`) j4 k9 V2 }5 ?* T* p" a一、振前准备工作
5 ~- o! I8 h2 H/ |+ \破碎机外壳是典型的壳体结构方形件,且尺寸较大,可选择枕木将结构垫起远离地面。激振器装夹在中间位置,加速度计吸紧在边角位置,) X5 t6 b+ L& e8 ^7 E, b2 k& F
二、扫频处理
+ [$ H' R6 y ]: J2 X市场上的HK系振动时效设备具有以扫描的方式检测出工件的固有频率和激振力。只需操作人员按下“运行”键即可。
' g4 ~% v( `( U5 S; L$ f* x三、振动时效过程3 _) ?% A3 h ]+ c! g; D2 _6 m
" t- F0 K7 R6 H* ^7 S* J' R, ^ g
按照系统设定的频率进行振动时效处理,并在处理过程中不断检测振动参数和残余应力的变化,当残余应力不在变化时停止振动时效。 v( } n) J! |& {: Z
在振动时效过程中,激振器施加给工件与其周期交变应力对应的动态附加应力,该HK系振动时效设备内置的软件系统具备自动判断动应力是否合适的功能,如果动应力不够会输出加工动应力指令,如果动应力过大,系统会发出关机质量,防止电机飞车,保护设备。3 c3 K/ b) b+ U1 r# D: T) U' j9 q
四、振后扫描
( d% T4 D5 r+ r \4 ^9 ?- t2 ~7 w 振动时效之后在对工件进行一次检测,对处理效果进行判断并打印处理结果。, M5 ]# p+ S6 A
0 |& k3 o2 w8 O& b" b# P破碎机壳体应力消除并不是一项容易的工作,但是当您选对振动时效设备及正确的使用该设备,则消除焊接应力就变成一件很轻松容易的事情了。
6 z( X' Q6 ~4 o
6 o' |( O: {2 H% a
' |/ O3 k; f V/ E( N
( n4 N+ Q7 n* ?6 u5 J% J# b" g
|
|


 发表于 2019-5-24 15:18:38
发表于 2019-5-24 15:18:38

 楼主
楼主