只需一步,快速开始
使用道具 举报
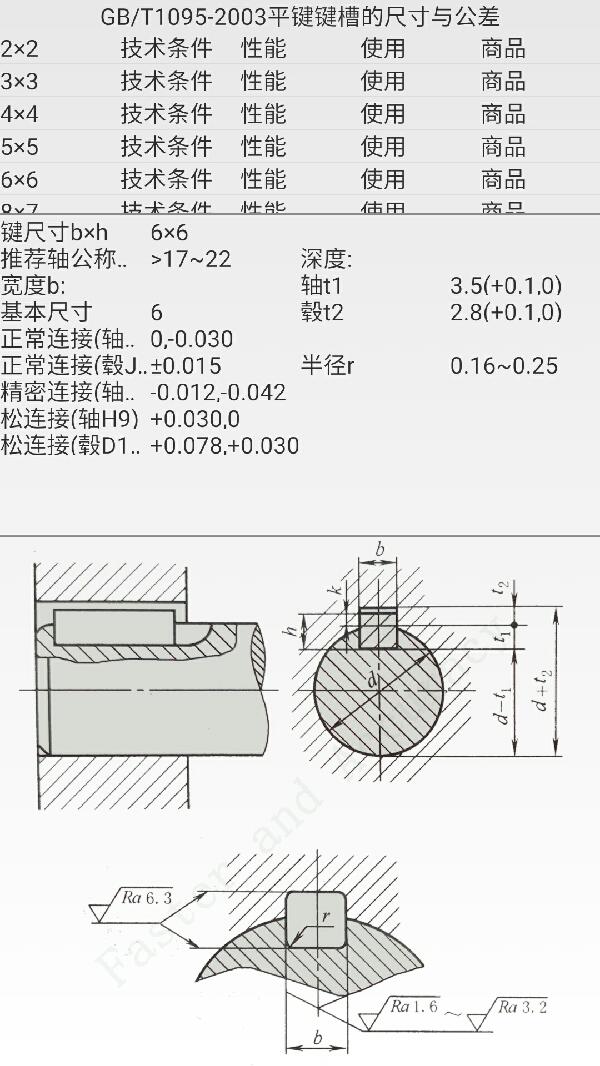
zhusongyi2006 发表于 2018-12-25 14:47' Z; _3 G% i$ H: L( \ 用电火花加工
zhusongyi2006 发表于 2018-12-25 17:03 ) ~9 b/ Y$ \" D+ C0 s, ]+ Y不高,两个键槽,应该不超过60
风刃 发表于 2018-12-24 10:12% w- c- e! i7 C 需要退刀槽的,插刀插到退刀槽位置。但是因为毂的键槽比较深,做成退刀槽明显影响整件的强度,所以一般设计 ...
本版积分规则 发表回复 回帖后跳转到最后一页
小黑屋|手机版|Archiver|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-4-25 13:45 , Processed in 0.075880 second(s), 14 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.


 发表于 2018-12-25 14:07:15
发表于 2018-12-25 14:07:15
 楼主
楼主
 机械标准件安卓版,QQ群二五四一一二九八四下载
机械标准件安卓版,QQ群二五四一一二九八四下载