|
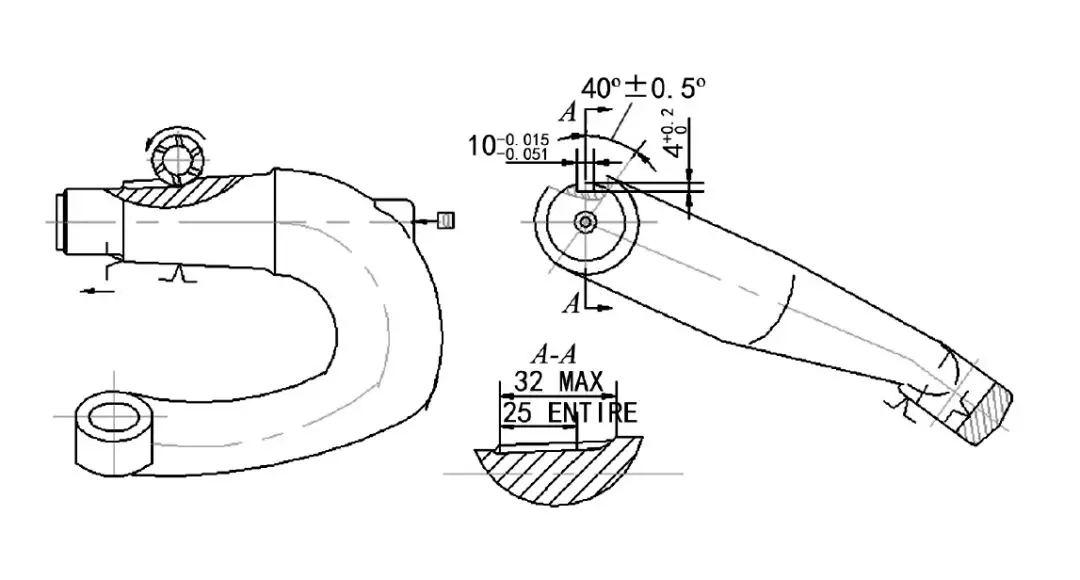
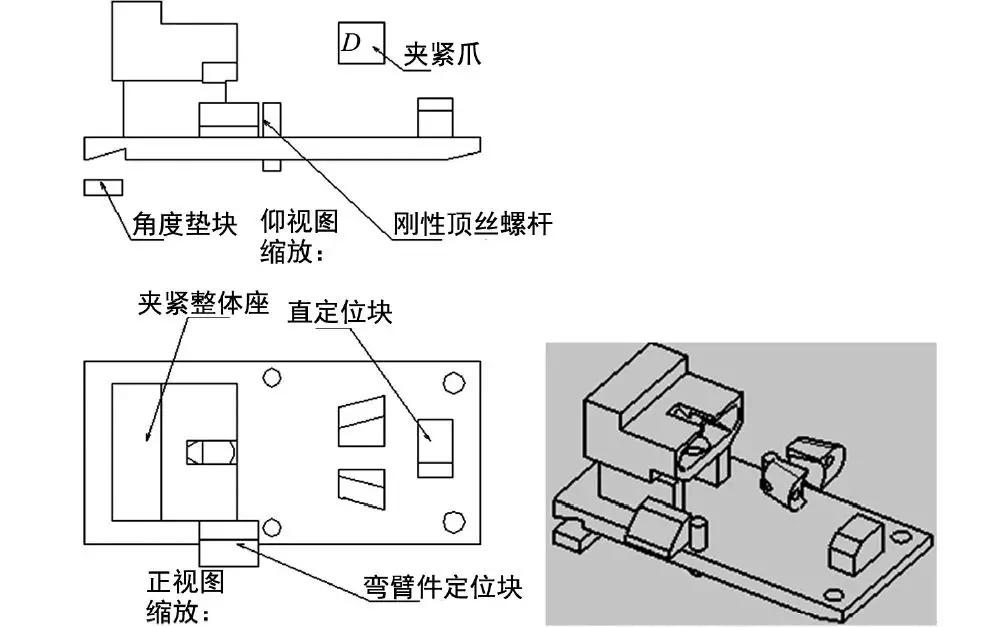
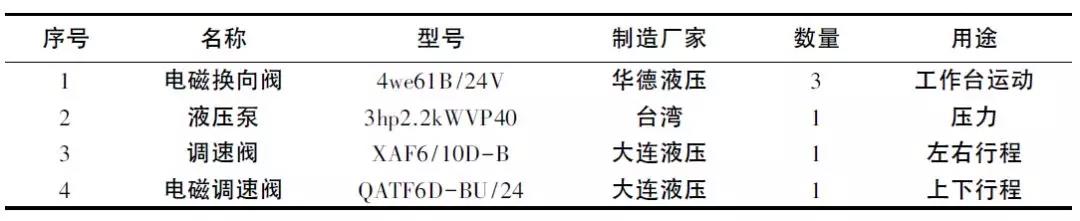
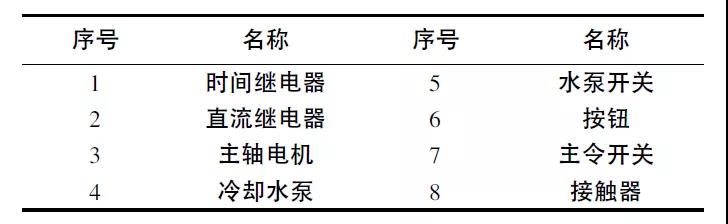
汽车的转向节臂是汽车转向系统的关键零件,目前针对转向节臂零件键槽的加工,需要铣削工艺来完成,经常采用的办法仍然是将转向节臂零件直接放在V 型铁上用压板压紧固定的人工手动操作方式。由于加工转向节臂工件所需要的加工辅助时间较长,工人劳动强度比较大,生产效率极低。 为了解决上述问题,需要设计一套汽车转向节臂键槽液压铣床专用夹具,机动装夹、找正工件,节省了加工工件所需的辅助时间,降低了工人的劳动强度,大大提高了机床的工作效率。 铣键槽工序要求铣平行于锥体母线的键槽,保证槽宽为9.949~9.985 m;槽深为4.0~4.48 mm,完整键槽长度为25mm,最大铣削长度为32mm,表面粗糙度槽底Ra≤12.5 μm,槽侧Ra≤6.3μm,保证键槽中心线与1:10锥孔中心线夹角为39.5°~40.5°。 图1 工件铣键槽工序定位简图 经过分析比较,最后选择以转向节臂左侧轴端30 mm 处作为主要定位基准,限制工件空间5 个方向的自由度,绕锥孔旋转的自由度没有被限制,它影响键槽中心线与1: 10 锥孔中心线的夹角精度,需要限制,所以增加弯轴锥孔处30 mm 端面为定位面限制工件转动,至此,工件在夹具中完全定位,工件的位置被唯一确定。 工装夹具设计要求(1)对工件的夹紧使用液压缸驱动,对夹紧臂进行斜度拉紧。 (2)重新安装夹具后要注意前后左右的定位位置。 (3)工装中间螺栓在安装后要拧紧,否则会产生颤动。 (4)夹紧爪与工件斜面紧密贴合夹紧,切勿敲击夹爪表面。更换夹紧爪可进行不同品种零件加工。 (5)注意工装的表面清洁。不要在液压站上放置杂物。 (6)夹具制造简单,操作灵活、方便可靠,装卸零件的时间不得超过30 s。 专用夹具结构设计如图2所示,夹紧爪是带有斜度的卡爪,斜度与工件斜度保持一致,工作时,卡爪与工件键槽斜度锥面贴合,后面由液压系统拉紧卡爪实现夹紧。由于卡爪反复与工件斜面摩擦,所以对卡爪的硬度要求较高,卡爪需淬火处理。针对不同规格的转向节臂工件,设计了三幅卡爪,每副卡爪设计两套。夹具附件还包括夹具本体、定位锥销以及定位块。 图2 汽车转向节臂专用夹具结构图 夹具的调整和夹紧、放松工作过程同一种规格的转向节臂工件在夹具上的纵向位置和中心高均不需调整,不同种规格的转向节臂工件需要相应调整工件在夹具上的纵向位置和中心高。纵向位置的调整通过液压铣床工作台的移动进行微调。中心高的调整通过工作台的上下移动进行微调。不同斜度的工件,通过更换与之相对应不同斜度的卡爪来实现配合拉紧。 液压系统提供的液压油由夹紧油路通过夹紧进油体进入油缸体的无杆腔内,推动活塞杆向后运动,活塞杆通过拉杆拉紧卡爪,卡爪抱紧工件,实现夹紧动作; 需要放松工件时,液压系统的换向阀换向,液压油路切换到放松进油体内,液压油进入油缸体的有杆腔,上述动作逆转,卡爪放松工件。 液压式键槽专用铣床工作原理及配件明细为配合转向节臂工件在专用夹具上的加工,对铣床进行改造,使其成为液压铣床,液压铣床主轴部分采用北京第一机床厂CW62 卧式万能铣床主轴,机床侧面有变速手柄,变速方便,11 kW 主电机驱动盘铣刀铣削键槽。变速挂档时可轻微转动主轴。铣削键槽零件时,一般速度在235 r /min。主轴箱润滑油每年进行一次清洁检查。 针对主要增加的液压系统以及电气控制部分,所需要的配件如表1所列,表2为电气控制部分配件。 表1 液压系统配件 表2 电气控制部分配件 加工工件时,工作台上下、左右进给均采用液压驱动。液压压力一般在5~7 MPa 之间。工作台移动速度用液压调速阀控制。试切工件时,应使用手动进给方式,注意工进时速度慢,非工进时速度快。左行程调整,可使用工作台左端的定位螺栓调整。右行程调整,可使用挡块调整。深度铣削时,工进速度与快进速度自动转换,转换位置处设有挡块,通过调整挡块位置设置工进与快进的转换。工作台深度铣削关系到零件键槽深度精度,需要时,可使用前端手柄进行微调。工作台前后进给通过手柄转动丝杠调整。 (来源机械社区)
( S% g* p' _6 I1 N0 c$ F | 

 发表于 2018-11-21 09:31:25
发表于 2018-11-21 09:31:25