|
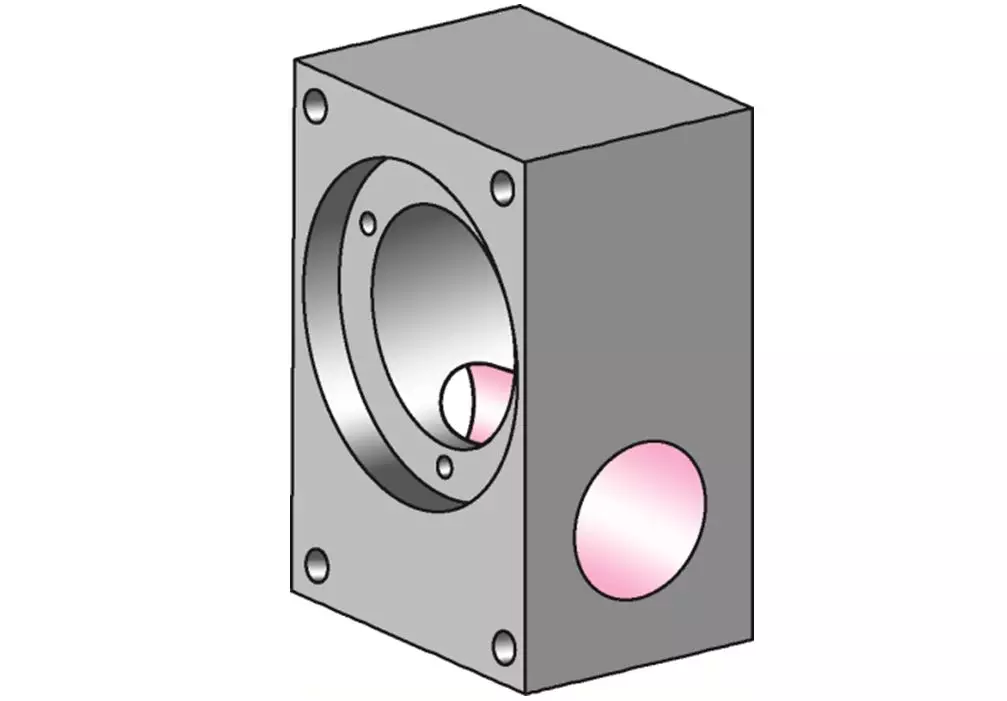
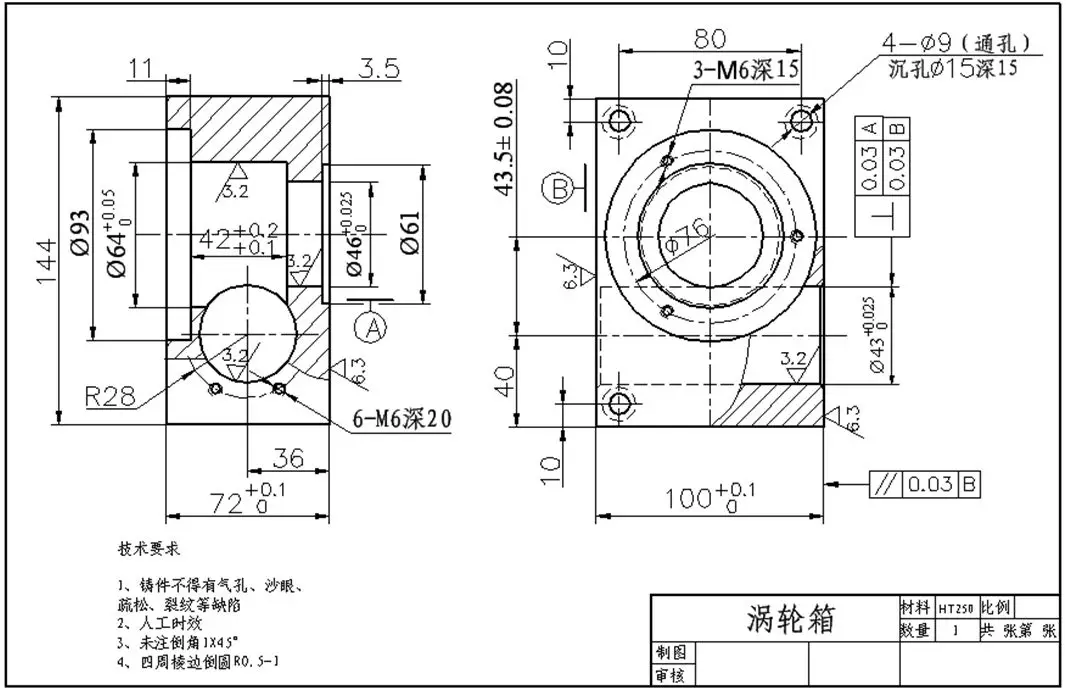
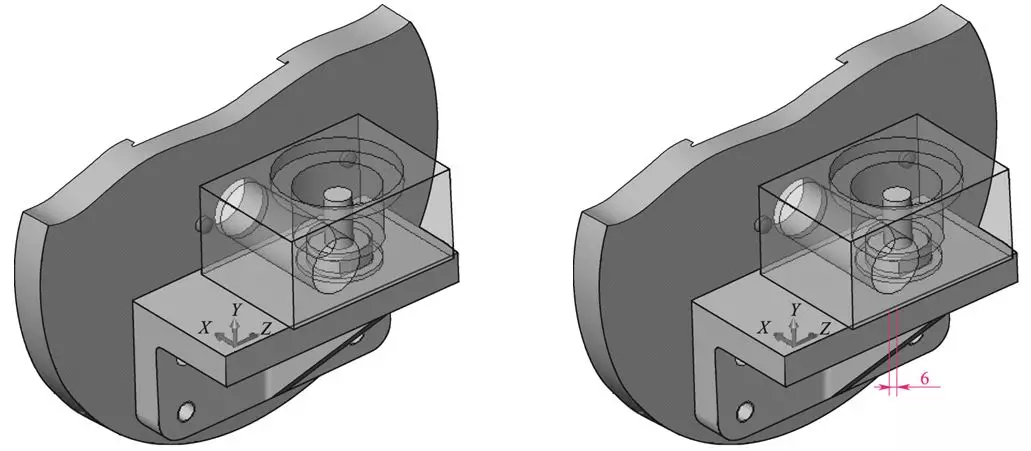
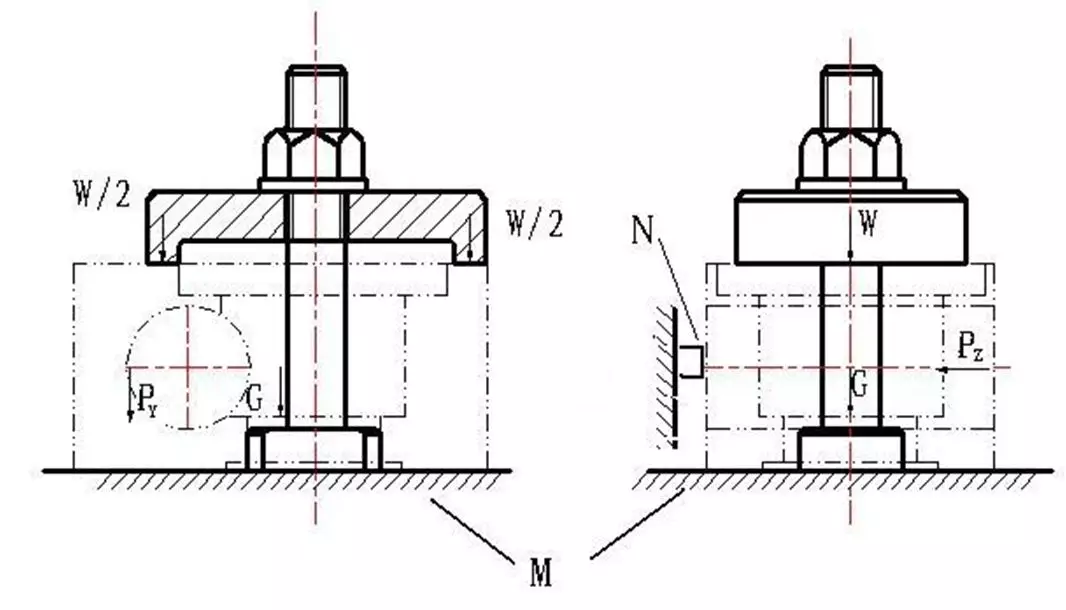
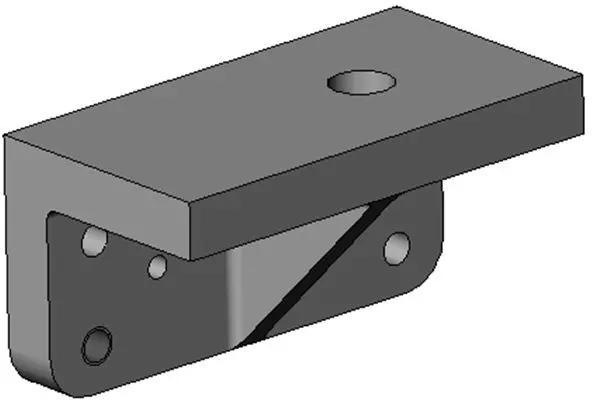
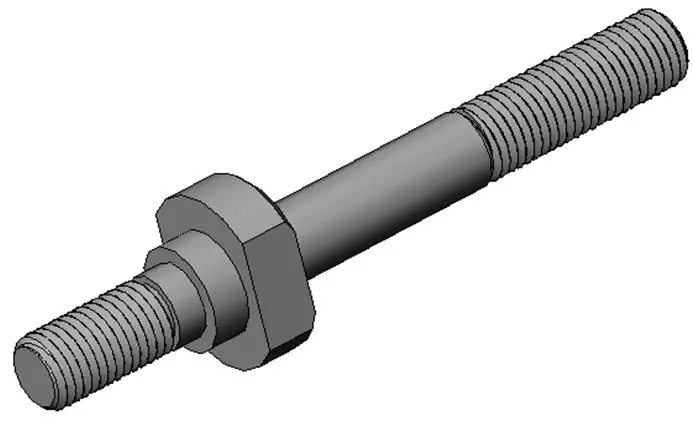
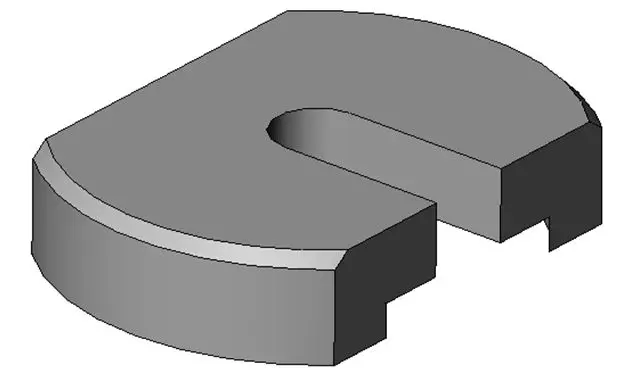
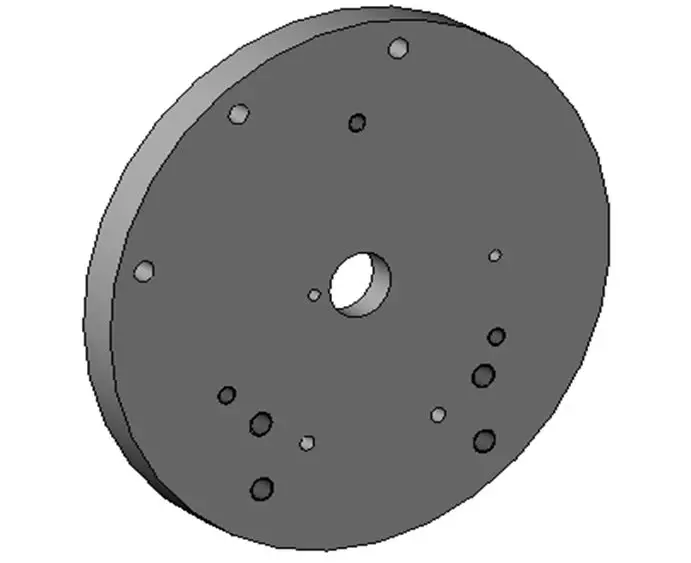
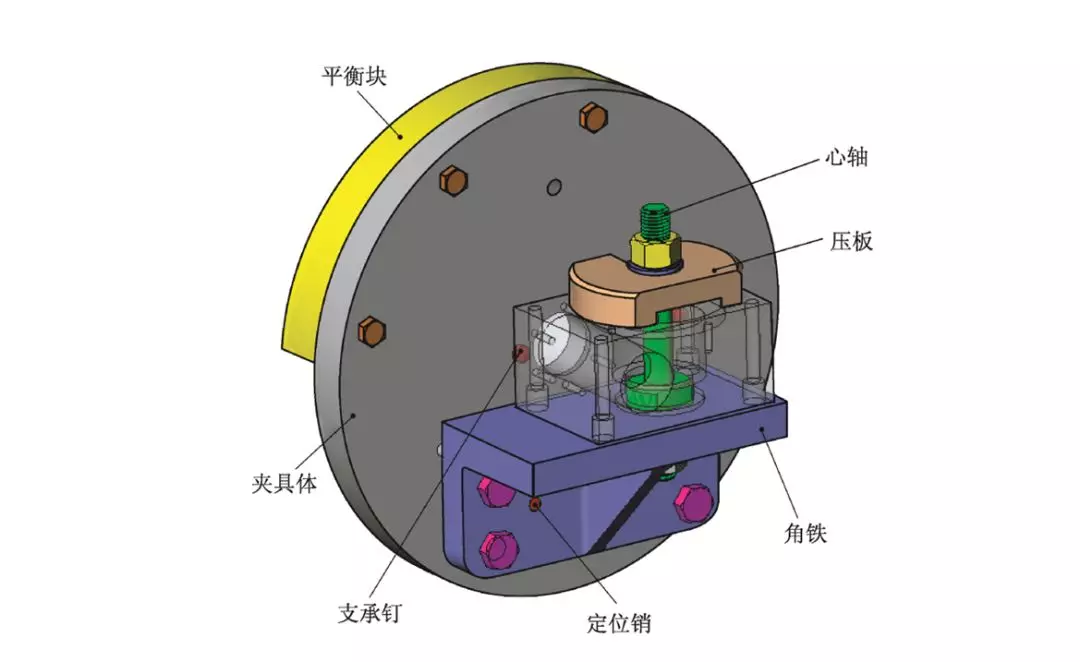
设计任务与对象:“涡轮箱体”零件工艺流程中第8道工序的车床专用夹具。 一、定位方案及定位元件1.1确定定位方案 1.2 选择定位元件 二、夹紧方案及夹紧装置的设计夹紧力方向、作用点及大小的确定。 三、夹具结构的设计3.1 定位装置 角铁: 定位心轴:削边定位心轴与蜗轮孔为间隙配合,为保证顺利安装,同时为保证蜗杆孔中心轴线到蜗轮孔中心轴线的距离,减少定位误差,采用φ46H7/g6的配合。且安装后其轴线对夹具体中心轴线的垂直度公差不大于0.01mm。 支承钉:两个支承钉在夹具体上等高布置且位置不低于回转中心(相对角铁支承板),两个支承钉相隔距离应尽量大(分别靠近工件的两端)。 3.2 夹紧装置 夹紧机构:采用螺旋夹紧机构,为使机构简单,直接在定位心轴上加工螺纹。 压板:采用削边圆形压板,保证压板轮廓不超出工件宽度,压板削边一侧开口,则可实现工件在夹具上方便、快速地拆装。 3.3 夹具体 夹具体应根据被加工零件的尺寸、角铁的大小、配重块的安装以及车床的最大回转直径要求等因素来确定其径向尺寸。 3.4 辅助装置 平衡块:由于工件和夹具上各元件相对机床主轴的旋转轴线不对称,即离心惯性力的合力不为零,因此欲使其平衡,则需要在该回转体上加一平衡质量(即配重块),使它产生的离心惯性力与原有各质量所产生的各离心惯性力的合力等于零。 防护罩:为保证加工工件时的操作安全,应设计防护罩。 四、绘制夹具总图(来源夹具侠) 8 I9 m( h3 {8 ~" h( v
| 

 发表于 2018-10-10 10:00:34
发表于 2018-10-10 10:00:34