1.1回流焊工艺流程
回流焊接是指通过融化预先印刷在PCB焊盘上的锡膏,实现表面组装元器件焊端或引脚与PCB焊盘之间机械和电器连接的一种软钎焊工艺。其工艺流程为:印刷锡膏--贴片--回流焊接,如下图所示。
1.1.1锡膏印刷
其目的是将适量的锡膏均匀的施加在PCB的焊盘上,以保证贴片元器件与PCB相对应的焊盘再回流焊接时,达到良好的电器连接,并具有足够的机械强度。
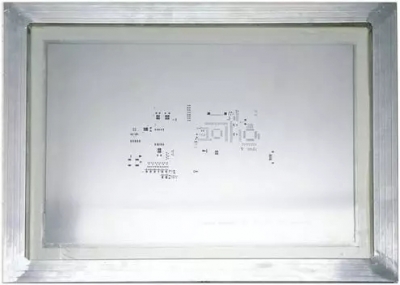
怎么样保证焊膏均匀的施加在各焊盘上呢?我们需要制作钢网。锡膏通过各焊盘在钢网上对应的开孔,在刮刀的作用下将锡均匀的涂覆在各焊盘上。钢网图实例如下图所示。
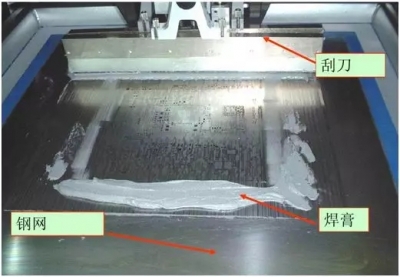
锡膏印刷示意图如下图所示。
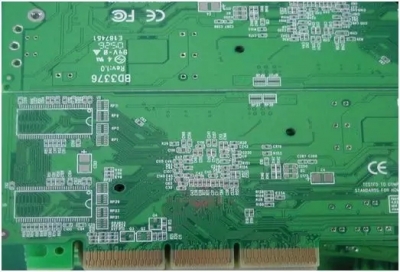
印刷好锡膏的PCB如下图所示。
- L$ a9 ?! L1 T' \
1.1.2贴片
本工序是用贴装机将片式元器件准确的贴装到印好锡膏或贴片胶的PCB表面相应的位置。
贴片机按照功能可分为两种类型:
A高速机:适用于贴装小型大量的组件:如电容,电阻等,也可贴装一些IC组件,但精度收到限制。
B泛用机:适用于贴装异性的或精密度高的组件:如QFP,BGA,SOT,SOP,PLCC等。
贴片机设备图如下图所示。
贴片后的PCB如下图所示。
1.1.3回流焊接
回流焊是英文Reflow Soldring的直译,是通过熔化电路板焊盘上的锡膏,实现表面组装元器件焊端与PCB焊盘之间机械与电气连接,形成电气回路。
回流焊作为SMT生产中的关键工序,合理的温度曲线设置是保证回流焊质量的关键。不恰当的温度曲线会使PCB板出现焊接不全、虚焊、元件翘立、焊锡球过多等焊接缺陷,影响产品质量。
回流焊接炉设备图如下图所示。
经过回流炉,回流焊接完成的PCB如下图所示。
) K$ O( K2 ^, O- n& C# V
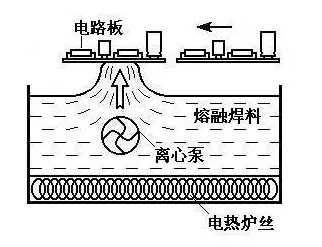
1.2波峰焊工艺流程 波峰焊一般是针对于插件器件的一种焊接工艺。是将熔融的液态焊料,借助于泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的PCB在传送链上经过某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程,如下图所示。
其一般工艺流程为:器件插装--PCB上料--波峰焊--PCB下料--DIP引脚修剪--清洗,如下图所示。
1.2.1 THC插装技术
1.元器件引脚成型
DIP器件在插装之前需要对引脚进行整形
(1)手工加工的元器件整形:弯引脚可以借助镊子或小螺丝刀对引脚整形,如下图所示。
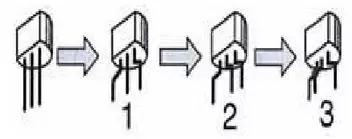
2)机器加工的元器件整形:元器件的机器整形是用专用的整形机械来完成,其工作原理是,送料器用震动送料方式送物料,(比如说插件三极管)用分割器定位三极管,第一步先把左右两边的引脚折弯成型;第二步将中间引脚向后或向前折弯成型。如下图所示。
2.元器件插装
通孔插装技术分为手工插装和自动机械设备插装
(1)手工插装、焊接,应该先插装那些需要机械固定的元器件,如功率器件的散热架、支架、卡子等,然后再插装需焊接固定的元器件。插装时不要用手直接碰元器件引脚和印刷板上的铜箔。
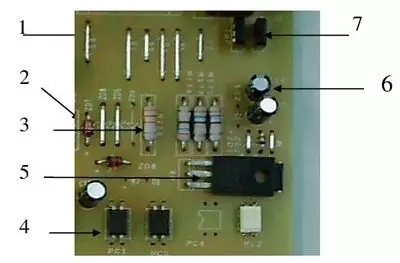
(2)机械自动插件(简称AI)是当代电子产品装联中较先进的自动化生产技术。自动机械设备插装应该先插装那些高度较低的元器件,后安装那些高度较高的元器件,贵重的关键元器件应该放到最后插装,散热架、支架、卡子等的插装,要靠近焊接工序。PCB元器件装配顺序如下图所示。
1.2.2波峰焊
(1)波峰焊工作原理
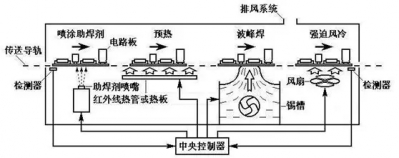
波峰焊是种借助泵压作用,使熔融的液态焊料表面形成特定形状的焊料波,当插装了元器件的装联组件以定角度通过焊料波时,在引脚焊区形成焊点的工艺技术。组件在由链式传送带传送的过程中,先在焊机预热区进行预热(组件预热及其所要达到的温度依然由预定的温度曲线控制)。实际焊接中,通常还要控制组件面的预热温度,因此许多设备都增加了相应的温度检测装置(如红外探测器)。预热后,组件进入铅槽进行焊接。锡槽盛有熔融的液态焊料,钢槽底部喷嘴将熔碰焊料喷出定形状的波峰,这样,在组件焊接面通过波时就被焊料波加热,同时焊料波也就润湿焊区并进行扩展填充,终实现焊接过程。其工作原理如下图所示。
波峰焊是采用对流传热原理对焊区进行加热的。熔融的焊料波作为热源,一方面流动以冲刷引脚焊区,另一方面也起到了热传导作用,引脚焊区正是在此作用下加热的。为了保证焊区升温,焊料波通常具有一定的宽度,这样,当组件焊接面通过波时就有充分的加热、润湿等时间。传统的波峰焊中,一般采用单波,而且波比较平坦。随着铅焊料的使用,目前多采取双波形式。如下图所示。
元器件的引脚为固态,焊料浸入金属化通孔提供了条途径。当引脚接触到焊料波后,借助于表面张力的作用,液态焊料沿引脚和孔壁向上爬升。金属化通孔的毛细管作用进步促进了焊料的爬升。焊料到达PcB部焊盘后,在焊盘的表面张力作用下铺展开来。上升中的焊料排出了通孔中的焊剂气体和空气,从而填充了通孔,在冷却后终形成了焊点。
(2)波峰焊机的主要部件构成
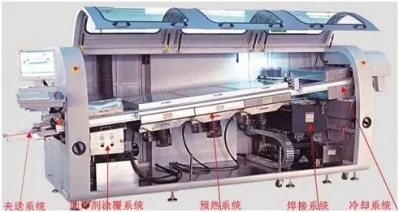
一台波峰焊机,主要由传送带、加热器、锡槽、泵、助焊剂发泡(或喷雾)装置等组成。主要分为助焊剂添加区、预热区、焊接区、冷却区,如下图所示。
1.2.3 波峰焊与回流焊的主要区别
波峰焊与回流焊的主要区别在于焊接中的加热源和焊料的供给方式不同。波峰焊中,焊料在槽中被预先加热熔化状态,泵起的焊料波起着热源和提供焊料的双重作用。熔融的焊料波使PCB的通孔、焊盘和元器件引脚被加热,同时也为形成焊点提供了所需的焊料。在回流焊中,焊料(焊锡膏)是被预先定量分配到PCB的焊区上,回流时热源的作用在于使焊料重新被熔化。
1.3选择性波峰焊接工艺介绍
波峰焊设备发明至今已有50多年的历史了,在通孔元器件电路板的制造中具有生产效率高和产量大等优点,因此曾经是电子产品自动化大批量生产中最主要的焊接设备。但是,在其应用中也存在有一定的局限性:
(1)焊接参数不同。同一块线路板上的不同焊点因其特性不同(如热容量、引脚间距、透锡要求等),其所需的焊接参数可能大相径庭。但是,波峰焊的特点是使整块线路板上的所有焊点在同一设定参数下完成焊接,因而不同焊点间需要彼此“将就”,这使得波峰焊较难完全满足高品质线路板的焊接要求;
(2)运行成本较高。在传统波峰焊的实际应用中,助焊剂的全板喷涂和锡渣的产生都带来了较高的运行成本;尤其是无铅焊接时,因为无铅焊料的价格是有铅焊料的3倍以上,锡渣产生所带来的运行成本增加是很惊人的。此外,无铅焊料不断熔解焊盘上的铜,时间一长便会使锡缸中的焊料成分发生变化,这需要定期添加纯锡和昂贵的银来加以解决;
(3)维护与保养麻烦。生产中残余的助焊剂会留在波峰焊的传送系统中,而且产生的锡渣需要定期清除,这些都给使用者带来较为繁复的设备维护与保养工作;
......
诸如此类的原因,选择性波峰焊应运而生。
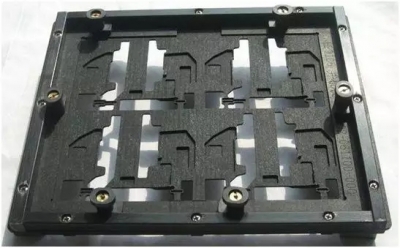
所谓的PCBA选择性波峰焊接还是采用原来的锡炉,所不同的是板子需要放到过锡炉载具/托盘(carrier)之中,也就是我们常说的过炉治具,如图下所示。
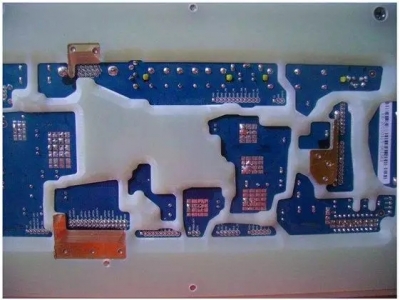
然后将需要波峰焊接的零件露出来沾锡而已,其他的零件则用载具包覆保护起来,如下图所示。这有点像是在游泳池中套上救生圈一样,被救生圈覆盖住的地方就不会沾到水,换成锡炉,被载具包覆的地方自然就不会沾到锡,也就不会有重新融锡或掉件的问题。
3 Q& c O0 f2 n 1.4通孔回流焊接工艺介绍
通孔回流焊是一种插装元器件的回流焊接工艺方法,主要用于含有少数插件的表面组装板的制造,其技术的核心是焊膏的施加方法。
1.4.1工艺流程介绍
根据焊膏的施加方法,通孔回流焊可分为三种:管状印刷通孔回流焊接工艺、焊膏印刷通孔回流焊接工艺和成型锡片通孔回流焊接工艺。
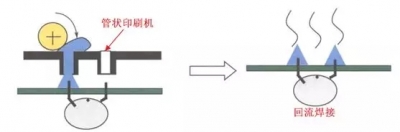
1.管状印刷通孔回流焊接工艺
管状印刷通孔回流焊接工艺是最早应用的通孔元器件回流焊接工艺,主要应用于彩色电视机调谐器的制造。其工艺的核心是焊膏的管状印刷机,工艺过程如下图所示。
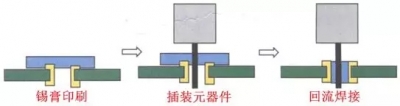
2.焊膏印刷通孔回流焊接工艺
焊膏印刷通孔回流焊接工艺是目前应用最多的通孔回流焊接工艺,主要用于含有少量插件的混装PCBA,工艺与常规回流焊接工艺完全兼容,不需要特殊工艺设备,唯一的要求就是被焊接的插装元器件必须适合通孔回流焊,工艺过程如下图所示。
3.成型锡片通孔回流焊接工艺
成型锡片通孔回流焊接工艺主要用于多脚的连接器,焊料不是焊膏而是成型锡片,一般由连接器厂家直接加好,组装时仅加热即可。
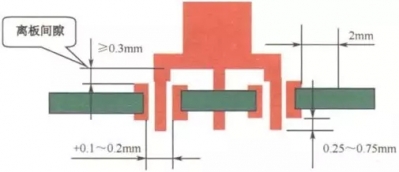
1.4.2通孔回流焊设计要求
1.PCB设计要求
(1)适合PCB厚度小于等于1.6mm的板。
(2)焊盘最小还款0.25mm,一遍“拉”住熔融焊膏,不形成锡珠。
(3)元器件离板间隙(Stand-off)应大于0.3mm
(4)引线伸出焊盘合适的长度为0.25~0.75mm。
(5)0603等精细间距元器件离焊盘最小距离为2mm。
(6)钢网开孔最大可外扩1.5mm。
(7)孔径为引线直径加0.1~0.2mm。如下图所示。
 1 _" O, p: C' o5 ~9 Z' M
1 _" O, p: C' o5 ~9 Z' M
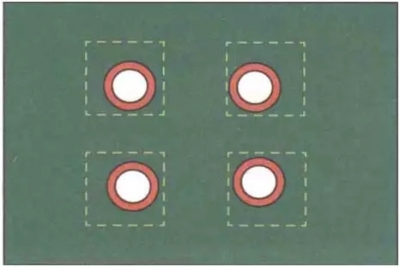
1.钢网开窗要求
一般而言,为了达到50%的孔填充,钢网开窗必须外扩,具体外扩多少,应根据PCB厚度、钢网的厚度、孔与引线的间隙等因素决定。
一般来说,外扩只要不超过2mm,焊膏都会拉回来,填充到孔中。要注意的是外扩的地方不能被元器件封装压住,或者说必须避开元器件的封装体,一面形成锡珠,如下图所示。
1.5 PCBA的常规组装类型及工艺流程介绍
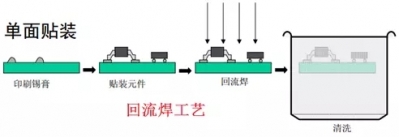
1.5.1 单面贴装
工艺流程如下图所示
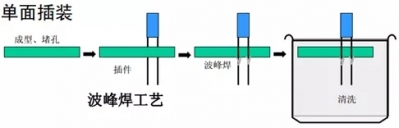
1.5.2 单面插装
工艺流程如下图5所示
波峰焊中器件引脚的成型工作,是生产过程中效率最低的部分之一,相应带来了静电损坏风险并使交货期延长,还增加了出错的机会。
1.5.3 双面贴装
工艺流程如下图所示
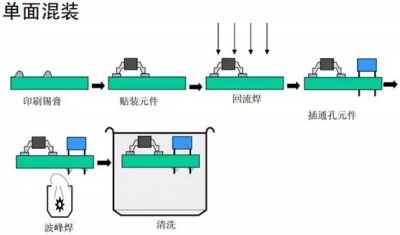
1.5.3 单面混装
工艺流程如下图所示
如果通孔元件很少,可采用回流焊和手工焊的方式。
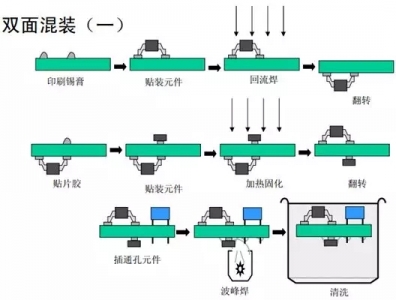
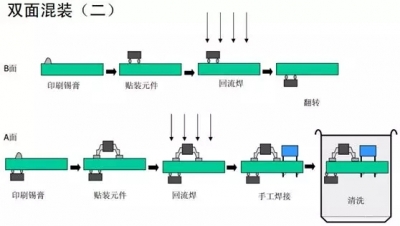
1.5.5 双面混装
工艺流程如下图所示
如果双面SMD器件较多,THT元件很少时,插件器件可采用回流焊或者手工焊的方式,其工艺流程图如下图所示


 发表于 2018-8-28 20:08:51
发表于 2018-8-28 20:08:51





 楼主
楼主