|
夹具侠一直以来致力于分享创新产品,希望能够以案例来促进生产效率。先进的夹具使加工更高效,那生产夹具的过程怎么也变高效呢?这是一个有趣的问题:夹具是工艺装置,同时它本身也是产品。 下面就来看一下两家顶级厂商的合作为夹具生产过程带来了什么改变? - DMG德马吉:国内市占率前列的机床企业
- SCHUNK雄克:夹持系统产品多达11,000多种
1 f. z: k5 U8 z7 ~2 a; }3 @
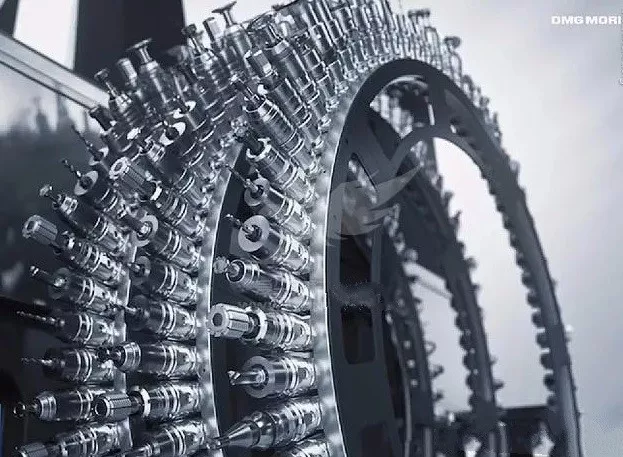
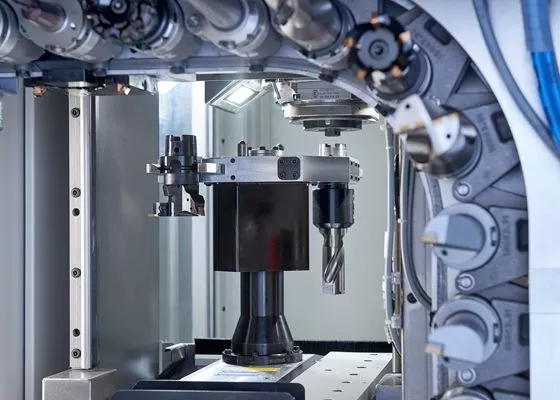
36个装夹位的加工区▲大型立方形加工区允许使用多达36个装夹位的方箱夹具 11,000多种产品的广泛性要求需要的灵活性。正是产品的广泛性,将顺序式生产流程不断拉长,以致达到实际和经济的极限。软面加工中,铣削加工需要四次装夹,结果是长时间的装夹和大量非生产性时间。 与以前多步加工方式不同,五轴生产系统结合和特别设计开发的高灵活性夹持系统,使加工工件种类达到400余种。用车/铣复合加工中心加工特殊卡盘的夹爪,缩短生产周期时间达50 %。 自动生产400种工件目标之一是生产全部400种夹爪,批次大小在20至80件之间,用方箱夹具而且只需一台加工中心,连接托盘交换系统后保证了机床更长的工作时间。 轮式刀库:在加工的同时装夹具有大型立方形加工区的DMC 125 U系机床可加工的工件尺寸达1,250×1,600 mm,十分适合使用较高的方箱夹具。由于夹具重量大,为其设计开发了更高承重能力的专用机床托盘,从标准承重2,000 kg提高到2,500 kg。由于加工件的品种繁多和姊妹刀的使用,采用243位轮式刀库。 采用刀库占用的空间很少,且允许在加工的同时装刀,避免无效的非生产时间。为扩大生产能力就需要增加机床,市场上几乎所有的机床都采用大型链式刀库。 装载36个装夹位需时不超过15分钟带两个装夹位的托盘系统共提供16个机床托盘。生产时使用大型卧式方箱夹具,每个提供36位双驱动夹具。这些夹具采用快换镶件,无需螺栓,用安全插销插入和拆卸。结果就是更换一个36个装夹位的方箱夹具,需要的时间不超过15分钟。同时X轴、Y轴和Z轴定位精度优于 5 μm。 特殊定制产品缩短50%以上周期除1,200种标准夹爪外,还有大量特殊的定制产品,其中大约25 %需要车削加工。以前,需要在完成多步铣削加工后,用车床加工。使用铣/车复合加工工艺能够提高响应速度和更灵活地响应要求。在用5轴加工中心加工的特种夹爪中,批次大小从仅3件到12件。 ▲零点定位系统 经过改造将VERO-S零点夹持系统用在铣/车复合加工中心上和FD工作台上。为了优化装夹时间,还部署了数字化工艺链,在任务准备、仿真和确定夹持设置的同时,创建加工程序,这缩短了一半的周期时间。 结语对于标准产品、特殊定制产品两种加工情况,上述方案都能缩短装夹次数,不仅缩短周期时间,还能提高精度,五轴机床和夹具间的协调配合使加工步骤不再依赖于特定工件。 ( T1 @; J2 X% a) J, }
| 

 发表于 2018-8-28 09:42:01
发表于 2018-8-28 09:42:01