|
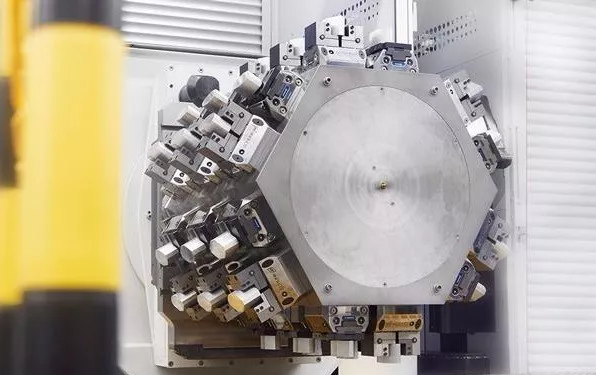
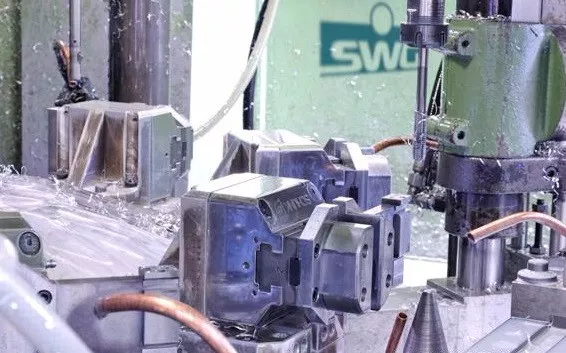
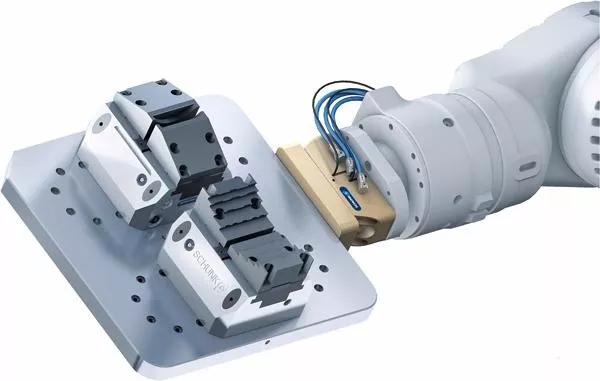
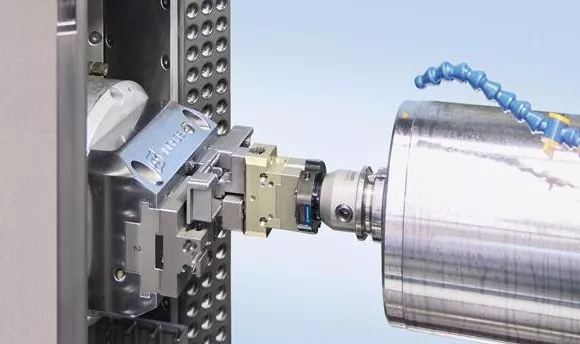
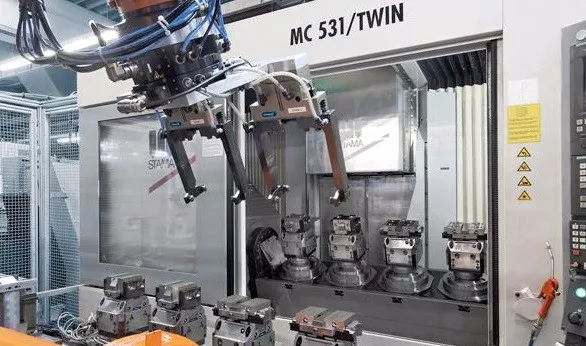
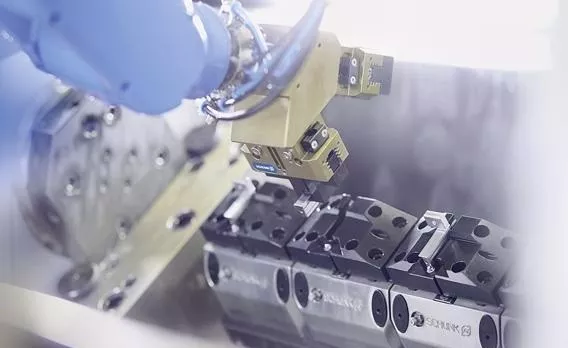
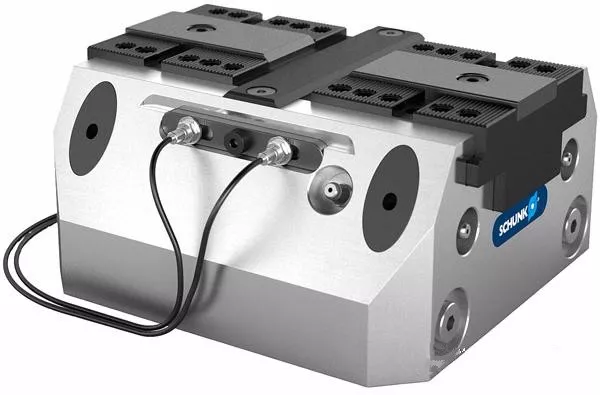
虎钳一直被视为生产中不可或缺的工具,其基本作用原理也从未改变:两个夹爪将工件固定,确保其即使在强大的外力下也不会移动。现代化生产对虎钳提出了更高要求:数秒内全自动夹紧工件、高灵活性、可对工件进行监控等。在智能化应用中,虎钳是实现高效工艺的关键因素。 图1 虎钳的模块化系统模块化的设计是适应未来新领域应用的趋势:在全自动小型工件夹持、夹持系统或长工件的组合夹持中,它能始终保证精确复位。不同的模块在加工程序变更后也能继续使用,最终达到节约成本的目的。 图2 图3 回转工作台配置四个虎钳实现全自动上料 动力虎钳应用范围较广、潜在选项较多时,动力虎钳便可以派上用场。其可用于机床工作台的基板、夹具塔、回转工作台、三向锥形支架、夹具组合或夹持托盘;水平、垂直或倒置;3轴、4轴或5轴加工中心,以及组合机床或旋转设备;适合安排紧凑的批量生产,也可用于中小批量制造。 图4 安装于5轴机床的3向锥形支架,使工件易于加工 先进夹持虎钳的技术特性优秀的虎钳产品应该具有紧凑性、夹持力和精确性。比如: • 一体式结构、楔式运动机制以及长基爪导轨。 • 基爪和覆盖条进行针对设计以优化外部轮廓。 • 小尺寸间隙、为紧固螺钉配备盖塞能够防止贮尘室内积聚尘垢或切屑,避免形成永久性残留。 • 配置润滑系统能够使卡爪、活塞导轨和对角拉伸机构进行手动润滑或通过底部连接进行集中润滑。 图5 虎钳安装在旋转传输设备上 与快换爪的配合配备快换爪系统,虎钳的应用场景将会更加灵活。通过基座和替换卡爪通过内部对角拉伸机构相互连接,因此虎钳的干涉轮廓保持不变。所采用的弹簧机构能够确保替换卡爪在打开后不会掉落。该快换系统适用于更换标准卡爪、夹紧嵌块以及特定工件用定制型卡爪。 图6 快换系统 自动化应用虎钳与快换系统配合能够在自动化上下料中发挥最大的优势。下图中的虎钳通过主动底板(ABP-a)或带快换联轴器的底板(SBP)自动驱动,同时也可以从外部进行控制,通过压缩空气释放的电信号或压缩空气直接驱动。底板可以单独驱动每个虎钳,在加工进行中也能进行单独调整。 图7 虎钳与托盘系统组合 尤其在用于自动上下料时,带固定爪的夹紧块能够确保及时、精准地定义零点,防止基准点移位。此外,同款虎钳可串联,实现对诸如型材等长件的夹持。为确保自动化应用过程最大的灵活性,还可以通过一个零点定位快换托盘系统接口,在几步简单的操作中完成单个虎钳或带有多个虎钳的整套托盘的替换,并且可以进行集中控制。帮助机床极其快速地完成改装,具有高工艺可靠性。 图8 机械手直接在机床主轴上料 与智能工厂互联现在生产对自动化和灵活性要求越来越高,在工业4.0的时代背景下,抓取系统和夹持装置离工件越近,则越容易监控每个工艺步骤,永久地向系统控制和更高级ERP系统提供工艺数据。 图9 基板并列连接多个虎钳实现自动化夹持 协同作业:加工中心内,工件通过送料带进入机床工作区,机器人使用雄克机械手搬运工件,交由虎钳夹紧。 图10 加工过程与上料过程同时进行 整套虎钳更换:快换托盘系统在不停机的情况下完成了整套虎钳更换。 图11 实时监控:虎钳横向并排放置在旋转工作台上,由机械手自动上料。单个虎钳的夹持状态可精准监测并传输至控制系统,电感式接近开关实现对卡爪的监控。 图12 图13
/ M8 a% i- b+ P0 | | 

 发表于 2018-8-21 10:29:55
发表于 2018-8-21 10:29:55