|
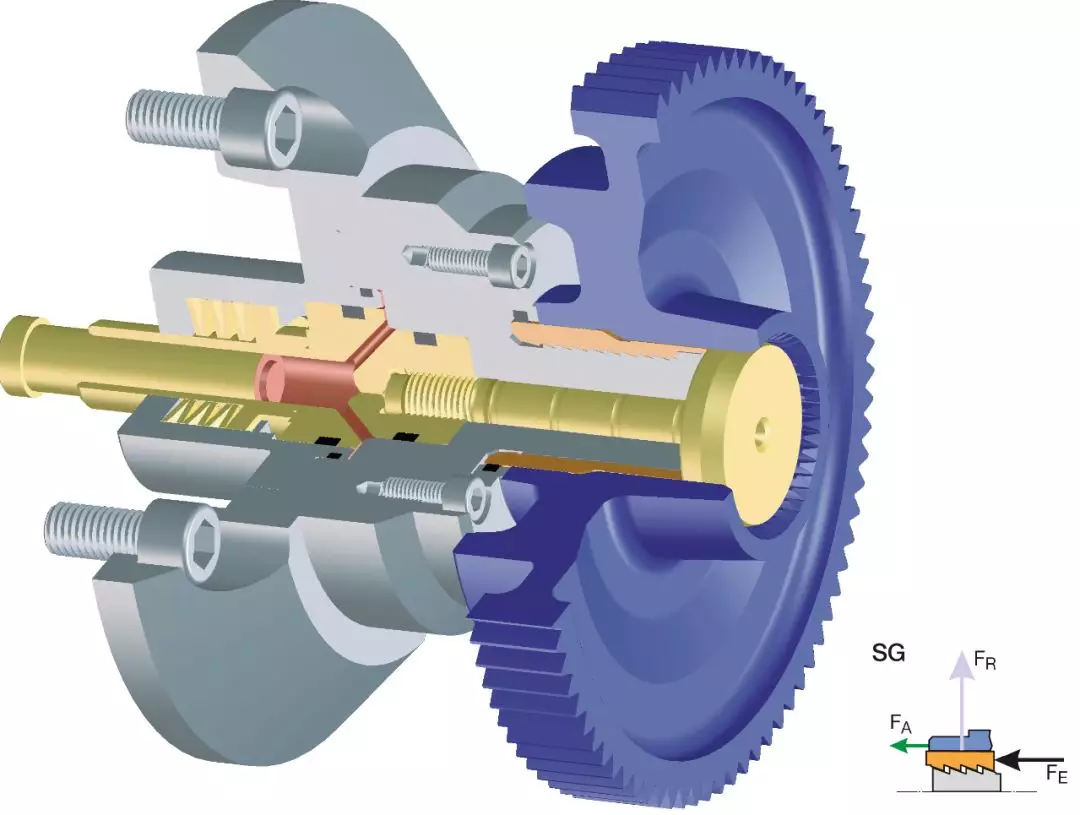
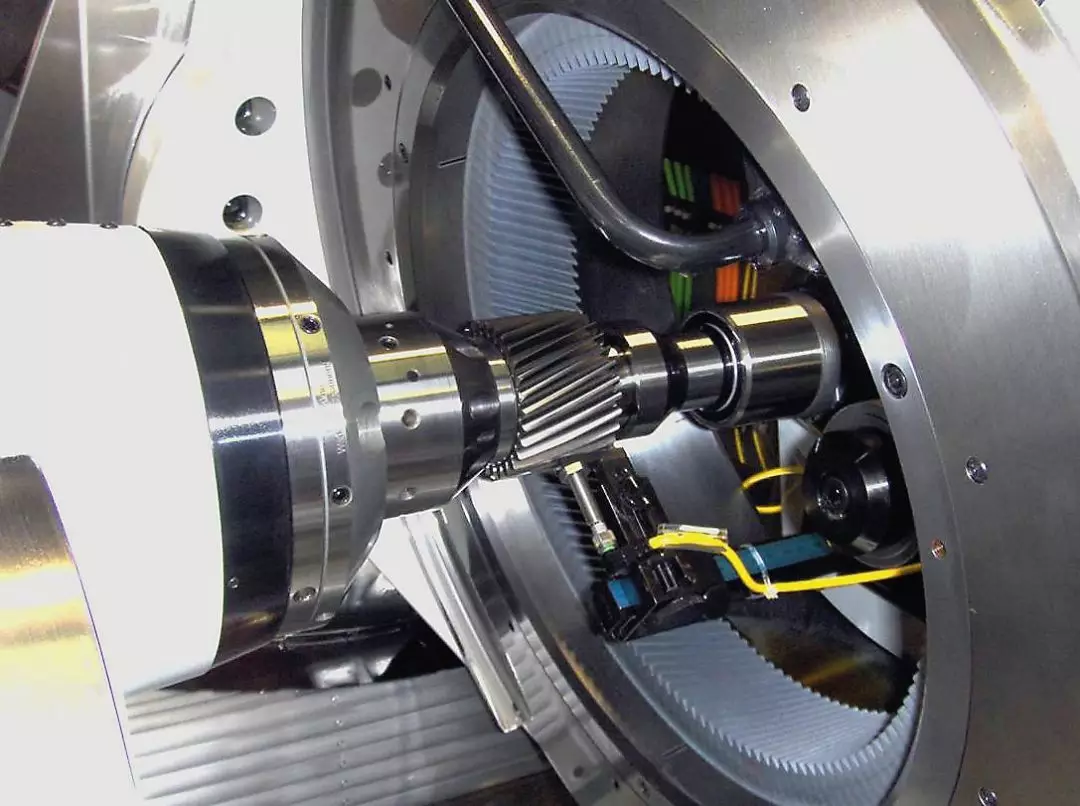
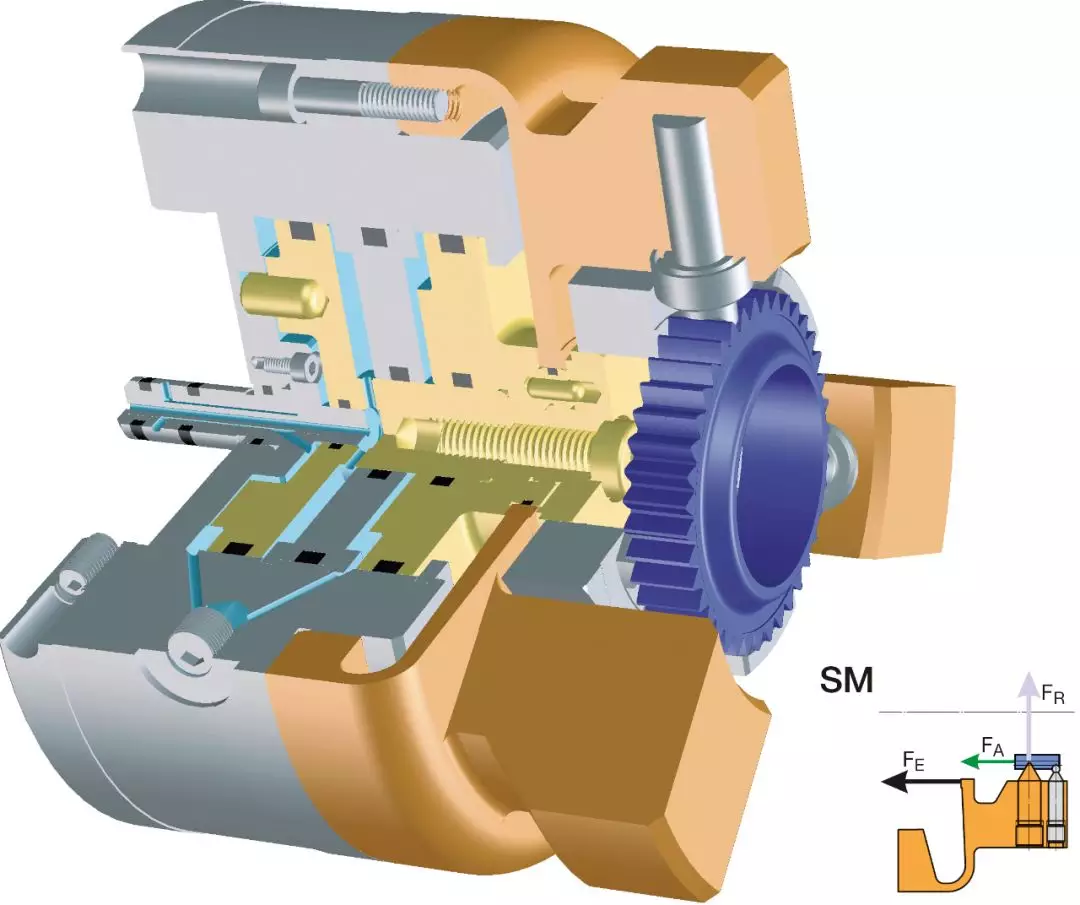
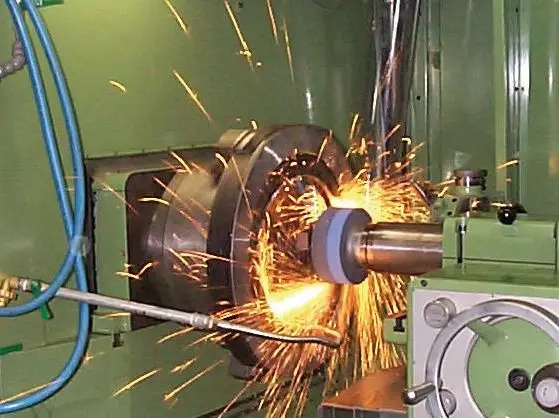
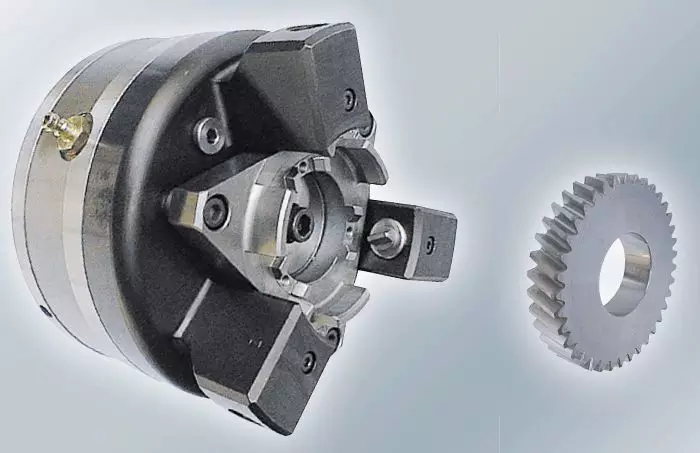
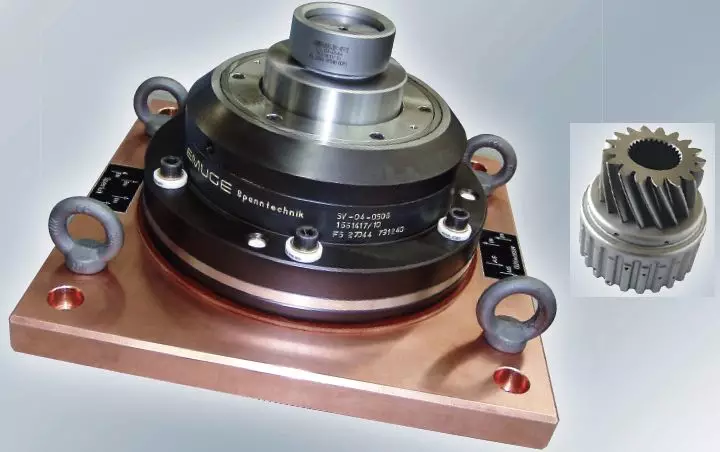
齿轮工艺包括图中所示的各项流程,加工中配置合适的装夹系统才能实现高效生产,下面将分享后期处理中珩磨、钻孔、磨内孔、焊接、测量的夹具使用现场案例。 珩磨加工珩磨加工是运用无定形切削角度,对硬质齿轮进行最终精加工的工艺。珩磨加工不仅具有很高的经济性,而且能使被加工齿轮具有低噪音的光滑表面。相对于研磨,珩磨加工的切削速度很低(0,5至10m/s),因此避免了切削发热对齿轮加工的损害。更确切的说,在被加工齿面上产生的内应力,对设备的承载能力产生一定的积极作用。 使用法兰式夹具进行珩磨加工的案例: 钻孔钻孔是一种旋转切削的加工工艺。刀具的转轴和被加工孔的中心是在轴向是完全吻合的,且与刀具在轴向的进给方向是一致的。切削运动的主轴应于刀具保持一致,和进给运动方向无关。 使用SG夹具系统进行钻孔加工的案例: 内孔研磨内孔研磨是一种无定形切削角度的机械加工工艺。比较其他的切削加工工艺,研磨对硬质金属具有很高的尺寸和成形精度,尺寸精度(IT 5—6),很小的震纹痕高质量的表面精度(Rz = 1-3μm)等优点。 使用薄膜夹持SM系统进行内孔研磨加工案例: 电容放电焊接电容放电焊接属于电阻焊接加工工艺。电容放电焊接通过很快的电流增加,相当短的焊接时间,及很高的焊接电流来实现。因此,电容放电焊接具有很多优点。对于日益增长的能源价格,电容放电焊接的经济性和高效性显得尤为重要。 使用焊接夹具系统进行电容放电焊接案例: 测量齿轮的检测时非常广泛的,其必须根据齿轮的不同形式来进行调整。在齿轮的测量中,通过长度,角度的测量,以及特殊的齿轮工艺测量,来确定齿轮的各个不同重要参数。 使用法兰式SP夹具系统测量案例: 8 I4 ]* v: [, h# V- \
| 

 发表于 2018-8-16 09:56:33
发表于 2018-8-16 09:56:33