|
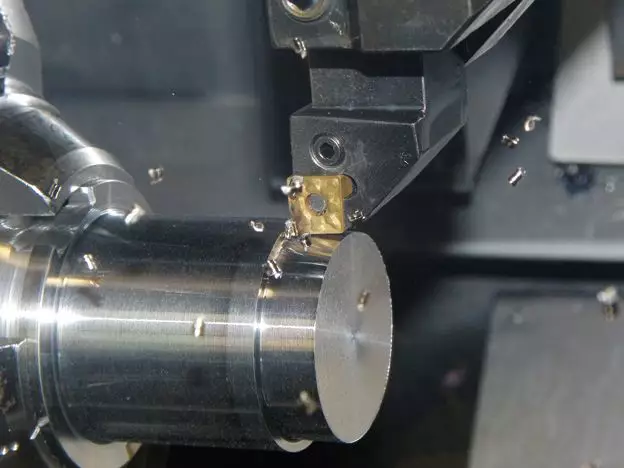
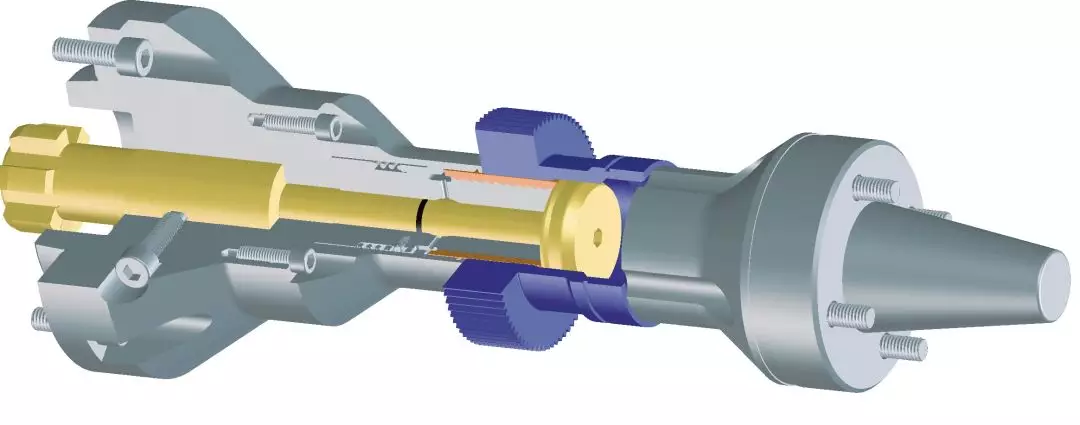
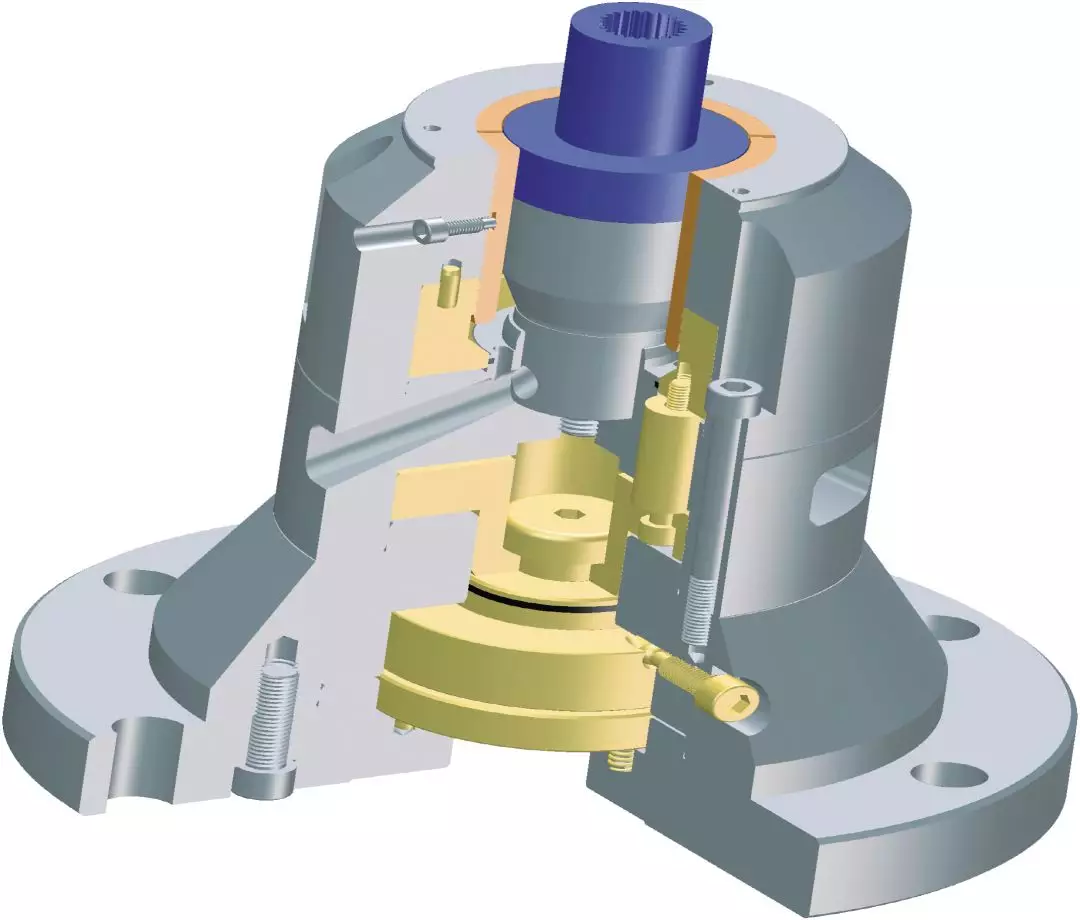
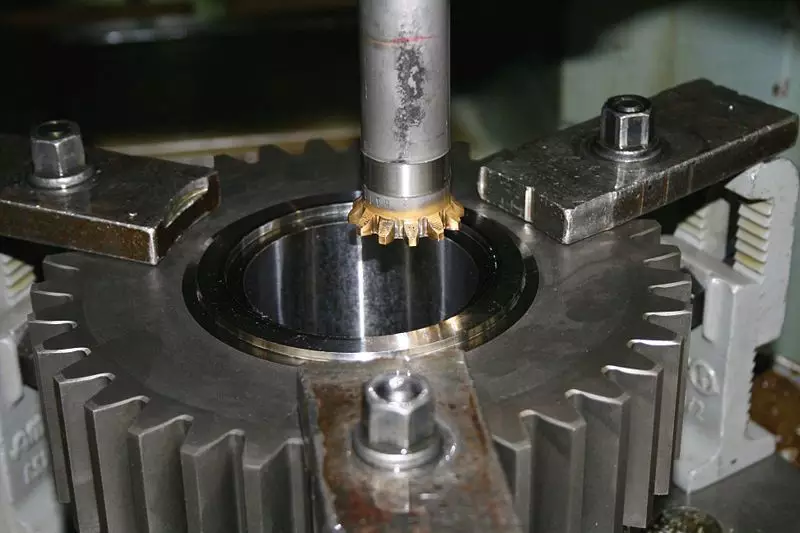
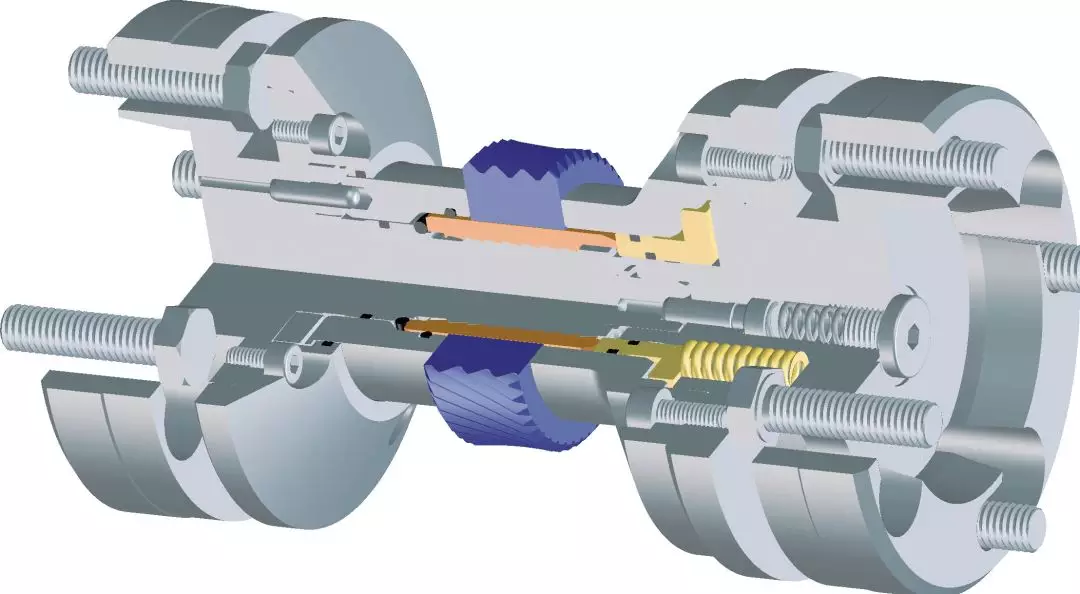
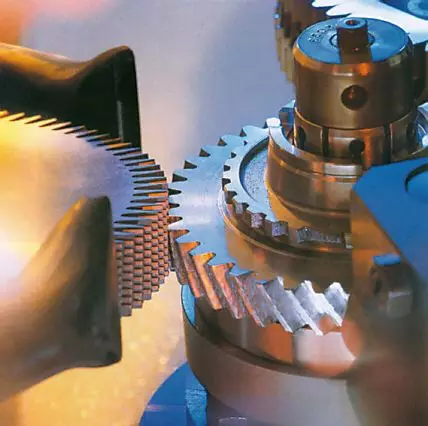
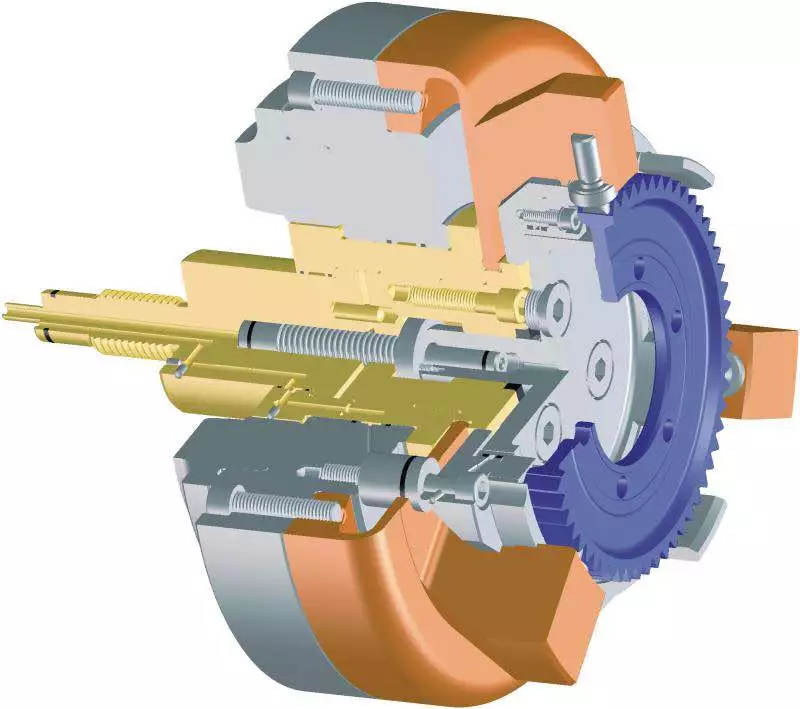
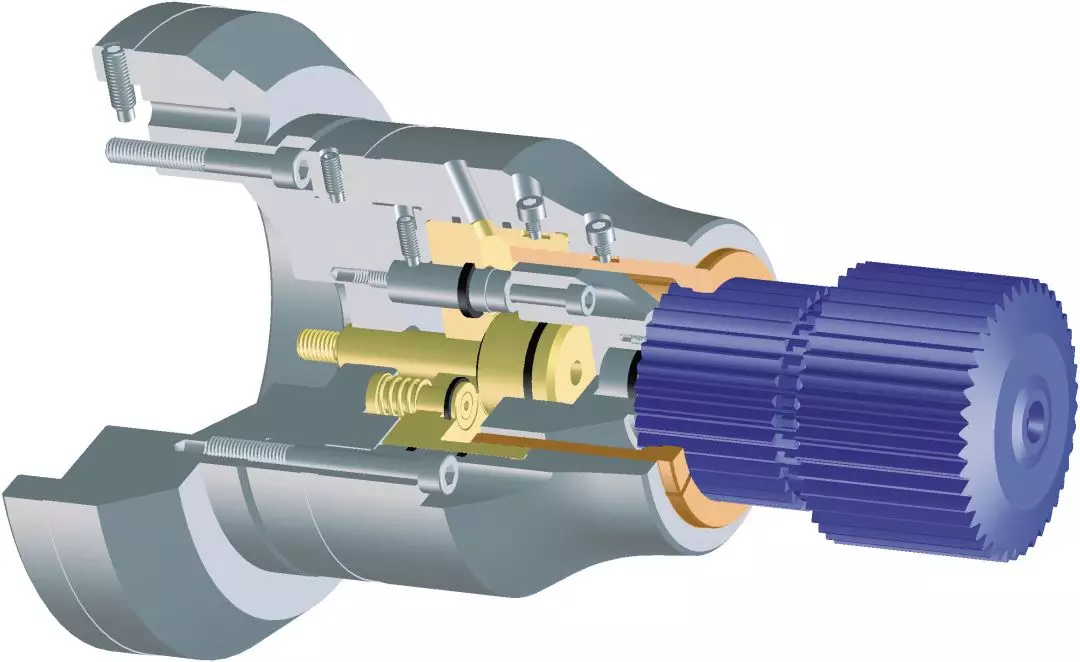
齿轮加工是一个极为复杂的过程,只有通过运用正确的技术,才能使高效生产成为可能,生产过程中的每个部分也都必须达到极为精确的尺寸。 齿轮的加工周期中包括了普通车加工→滚齿加工→插齿加工→剃齿加工→硬车加工→磨齿加工→珩磨加工→钻孔→内孔磨削→焊接→测量,为这个过程配置合适的装夹系统显得尤为重要,接下来我们就将介绍各项工艺中的齿轮装夹系统。 一、普通车加工在普通车加工中,齿轮毛胚件通常被夹持在垂直或者水平的车削机床上。对于自动夹持的夹具,绝大多数不需在主轴另一边加装辅助稳定装置。 二、滚齿加工因为出众的经济性,滚齿加工是一种用于生产外齿轮,圆柱齿轮的切削工艺。滚齿加工不仅在汽车工业中,而且还在大型的工业变速器制造中被广泛运用,但是前提是不会受到被加工工件的外轮廓的限制。 三、插齿加工插齿这种加工齿轮的工艺,主要用在不能滚齿加工的情况下。这种加工方式主要被适用于齿轮的内齿加工,以及一些受结构干扰齿轮的外齿加工。 四、剃齿加工剃齿加工是一种齿轮的精加工工艺,切削时带有对应于齿轮齿形的刀身。这种工艺具有很高的生产经济性,因此已经在工业中被广泛运用。 五、硬车加工硬车加工使取代昂贵的研磨工艺成为可能。为了使其正常运行,系统的各个部分和加工部分相对应的连接在一起。选用正确的机床和夹具、切削工具决定了车削效果的好坏。 六、磨齿加工当今为了成功达到齿轮生产中所必须的精度,在很多情况下,齿面的硬质精加工是必不可少的。在量产中,一种很经济有效的加工方式。另一方面,类似于样品加工,当使用可调节的研磨工具时,磨齿加工就会体现更大的灵活性。 至此以上已经介绍了齿轮从普通加工到精加工的过程和夹具系统示例,在此之后还需要进行最终精处理,以及钻孔、测量等后续工序,它们又有哪些特点、需要使用何种夹具呢? 3 e/ | X5 F/ T: F0 K% J6 e2 k' r
| 

 发表于 2018-8-14 10:45:18
发表于 2018-8-14 10:45:18