|
/ l" `* C4 i: A+ b) ^! w
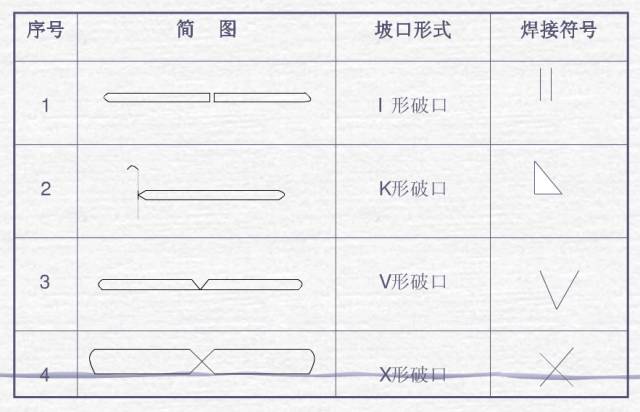
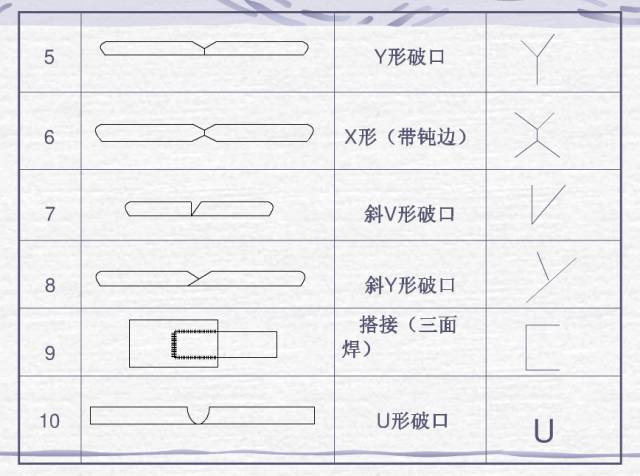
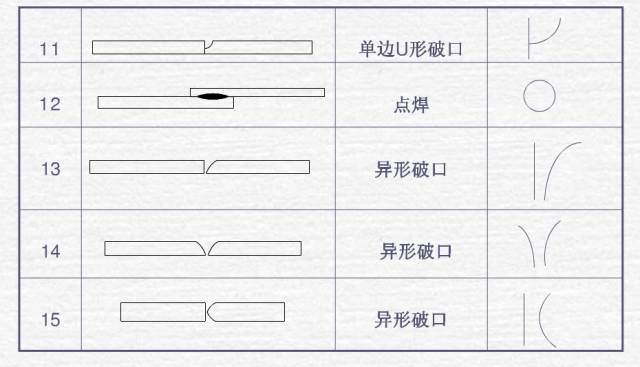
坡口符号 (注:图中“破”应为“坡”) 焊接图纸符号标注图解示例
. Y$ ~1 U$ S. O3 {# _
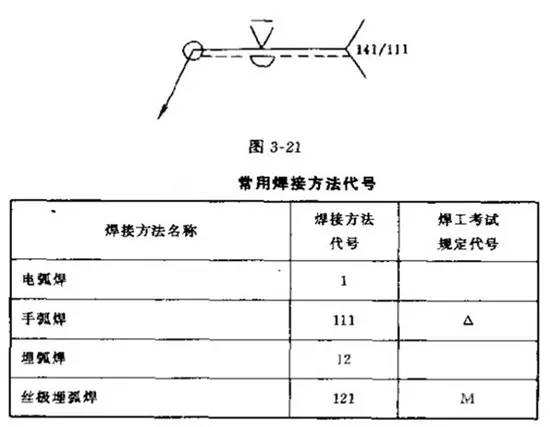
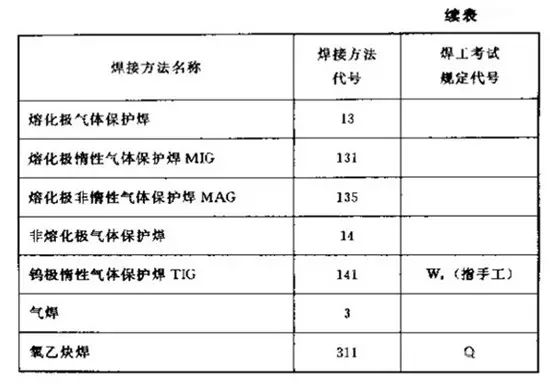
焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。 $ X, `9 V/ t0 K7 o% o# V
焊接方式代号 焊接符号表示方法 % `5 a6 M& Z& s; G- q
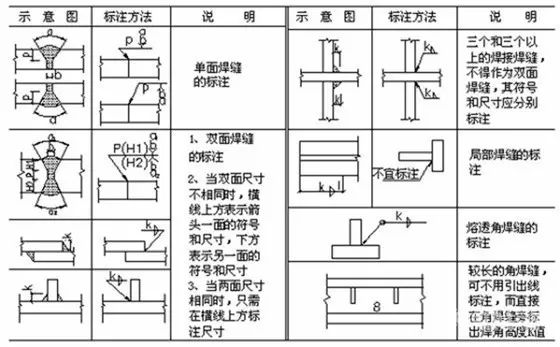
钢结构焊接符号含义大全 钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 钢结构焊缝符号表示的方法及有关规定 1、焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。 2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。 3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。 4、当为双面对称焊缝时。基准线可不加虚线。 5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。 6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。 7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。 8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。 在同一图形上,有数种相同焊缝时,可将焊缝分类编号,标注在尾部符号内,分类编号采用A,B,C......在同一类焊缝中可选择一处标注代号。 9、熔透角焊缝的符号应按图1-38方式标注。熔透角焊缝的符号为涂黑的圆圈,画在引出线的转折处。 10、用形中较长的角焊缝(如焊接实腹钢梁的翼缘焊缝),可不用引出线标注,而直接在角焊缝旁标注焊缝尺寸值K。 11、在连接长度内仅局部区段有焊缝时,按图1-40标注。K为角焊缝焊脚尺寸。 12、当焊缝分布不规则时,在标注焊缝符号的同时。在焊缝处加中实线表示可见焊缝,或加栅线表示不可见焊缝。 13、相互焊接的两个焊件,当为单面焊带双边不对称坡口焊缝时,引出线箭头指向较大坡口的焊件。 14、环绕工作件周围的围焊缝符号用圆圈表示,画在引出线的转折处,并标注其焊角尺寸K。 15、三个或三个以上的焊件相互焊接时,其焊缝不能作为双面焊缝标注,焊缝符号和尺寸应分别标注。 16、在施工现场进行焊接的焊件其焊缝需标注“现场焊缝”符号。现场焊缝符号为涂黑的三角形旗号,绘在引出线的转折处。 17、相互焊接的两个焊件中,当只有一个焊件带坡口时(如单面V形),引出线箭头是指向带坡口的焊件 % T) k4 K# z8 D' c8 A" L( z( {9 f
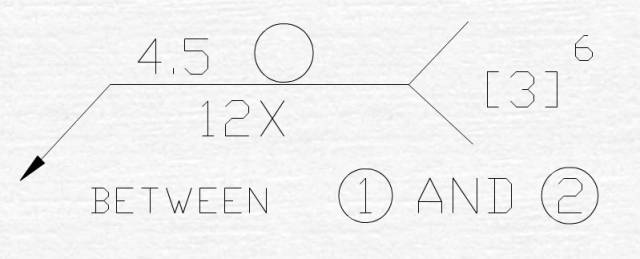
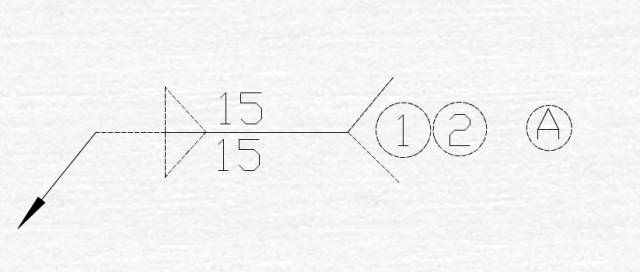
举例 欧美焊接符号举例 4.5------表示焊点直径 【3】------根据图示说明,表示此项为CC项或者SC项 6-------表示此处为第六CC项或者SC项 BETWEEN①AND②------表示①件和②件俩点之间的焊点 12X------表示俩点之间的焊点个数为12个 日本焊接符号举例 A------根据图示,表示关键或重要特性
3 E6 q7 j( T+ v, ^
0 [1 `; K9 a0 [: t5 z* B/ b8 d8 L+ I- V( ?: B
| 

 发表于 2018-8-2 16:39:51
发表于 2018-8-2 16:39:51