|
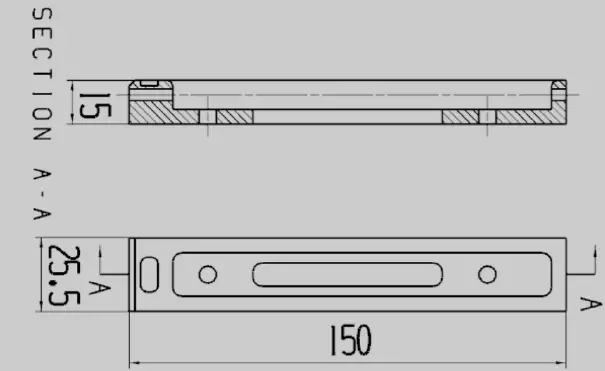
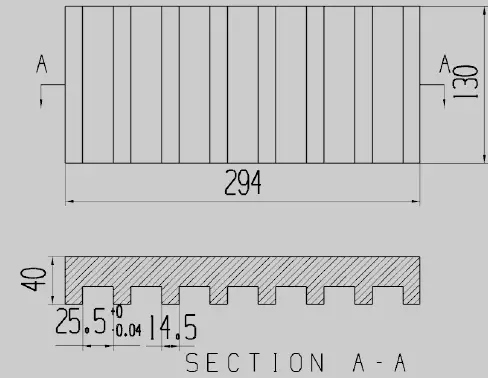
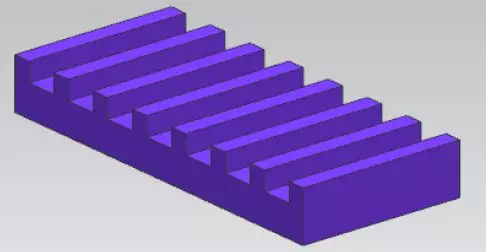
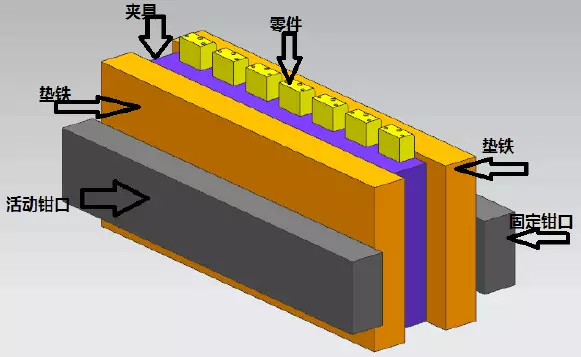
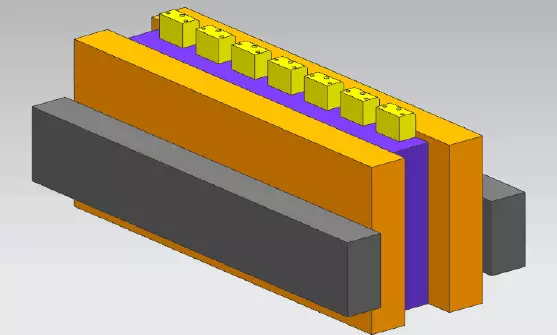
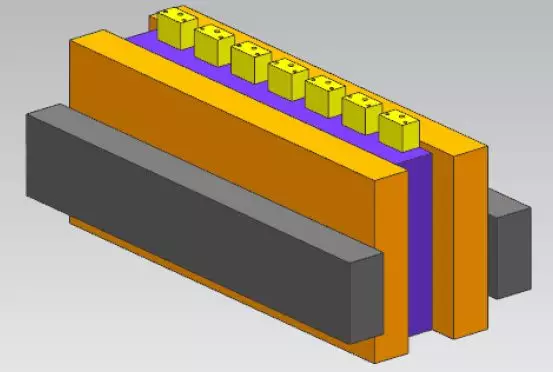
成组夹具的主要工作原理是将工艺流程相同的加工零件进行分类成组加工,使零件达到良好的同一性和互换性比较好。在多品种小批量生产类型中,成组加工技术应用得越来越广泛。 一、成组夹具的应用实例 以加工典型零件固定小支座为例。零件毛坯精尺寸为150mm×25.5mm×15mm,铝材塑性和切削加工性能良好,由毛坯到零件加工完成需要在加工中心上完成铣内腔、铣斜面、铣端面孔3个工序。 图1 固定小支座零件图 如果用传统的方法加工,一次只能加工1个零件,装夹和对刀非常费时。而采用成组夹具进行加工,一次可以装夹并加工一组相同的零件。 二、成组夹具的功能设计 为保证加工精度,首先要使工件在机床上占有正确的位置,因此对于成组夹具而言,其功能设计需同时满足夹具在机床上位置正确、工件在夹具上位置正确、刀具相对夹具位置准确、工件与工件之间相对位置准确这四个条件。设计时,应该根据工艺过程与定位程度来进行确定,合理选择定位基准与夹紧力,从而保持零位定位准确。 图2 成组夹具零件图 2.1 夹具的结构形状及规格大小 从夹具的使用功能看,夹具的结构形状和规格大小要满足结构紧凑、安装方便、定位迅速、装夹稳定、快速更换这几个要求。该成组夹具由六面体和条形槽两部分组成。六面体是夹具的基本体部分,条形槽是待加工零件放置区。基本体部分的总体尺寸为300mm×130mm×40mm,条形槽部分的尺寸为130mm×25.5-0.04mm×15mm 。设计需要保证夹具的平行度与垂直度符合要求,并且每个槽的尺寸需严格统一公差。 图3 成组夹具建模 2.2 夹具的强度设计及材料选用 夹具设计的质量对生产效率、产品质量、废品率等有着直接的影响,为此,设计时要综合考虑夹具的实用性、经济性和可靠性。因为零件为铝件,塑性好且尺寸较小,工作过程受力不大且为断续切削,因此,需要的夹紧力不大,对夹具的强度、刚度要求不高,可以选择45钢。 2.3 夹具和零件的固定设计 成组夹具的使用包括将夹具固定在机床上和将零件固定在夹具上两个步骤,装夹设计如图4 所示,垫铁和平口钳将夹具和零件固定在机床的工作台上。该固定方式最大的特点是对待加工零件的尺寸同一性要求较高,否则装夹不紧,降低操作安全系数。 图4 成组夹具上的多件零件 三、成组夹具的加工特点 在该零件的加工中,需要先将毛坯材料加工到一定精度,然后装夹到成组夹具中。为了保证零件的相对位置正确,先要找到工件坐标系的XYZ值,然后采用机床操作使程序按条形槽间距值偏移加工。 图5 加工内腔示例 该加工的优点是减少加工中装夹零件次数、装夹难度,减少单件程序加工时间,增加虎钳夹持面积,减短零件生产周期。缺点是对被加工零件的公差要求比较高,如果被加工的一组零件彼此之间尺寸相差过大,则不容易夹紧,容易打刀。 图6 加工斜面与顶端孔示例 图7 加工另一端孔示例 四、应用效果及结论 为了更好的验证成组技术的效果,通过用普通夹具和成组夹具同时加工一组零件,比较两者的加工用时和加工成本,得出的对比如下表。 从应用效果分析,成组夹具应用前,单个零件加工难度较大。主要表现在:零件的高度太低,需要露出钳口太多,夹持量比较小,夹紧力度不够。装夹零件时很多不可控因素不能避免(机床原因,装夹原因)可能导致零件不合格甚至报废。逐件装夹,逐件加工的方式装夹时间和程序运行时间相应也会很多。成组夹具应用后,通过改进加工程序,零件生产周期缩短,加工成本降低。不过需要注意的是,成组技术是找一次基准加工多个零件,因此基准的误差不可避免,可能不适用于精度要求极高的场合。
' [2 Z$ k7 N, L$ F | 

 发表于 2018-7-31 09:47:24
发表于 2018-7-31 09:47:24