|
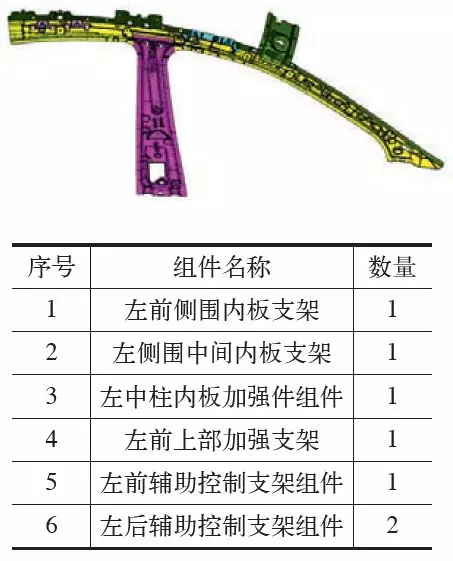
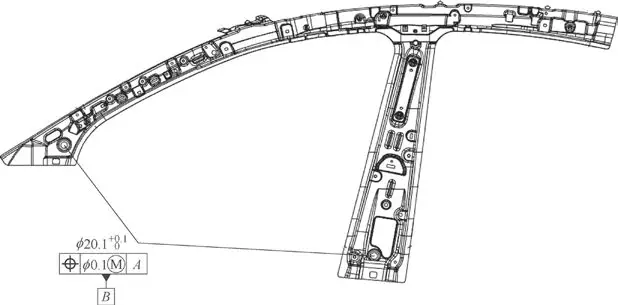
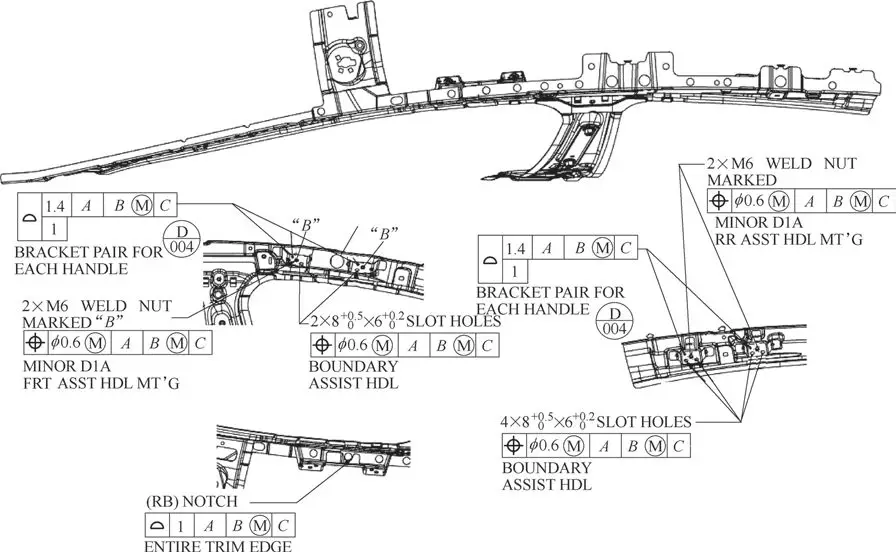
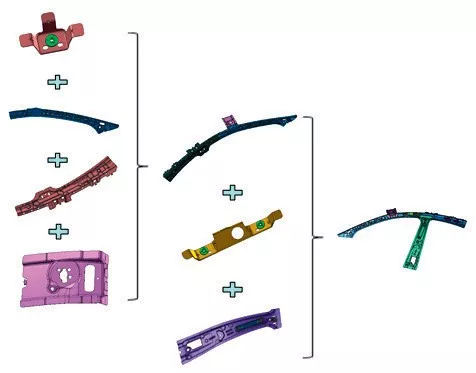
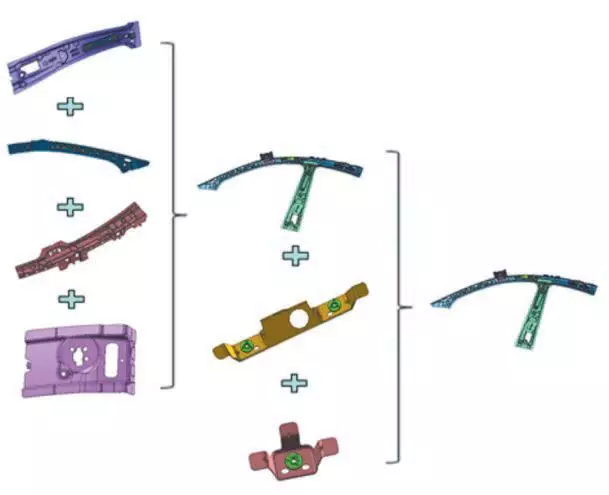
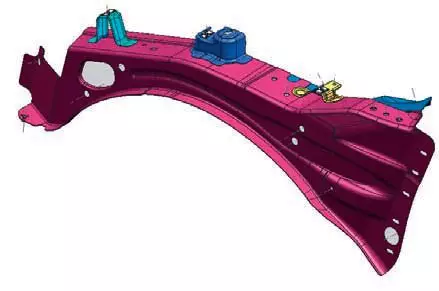
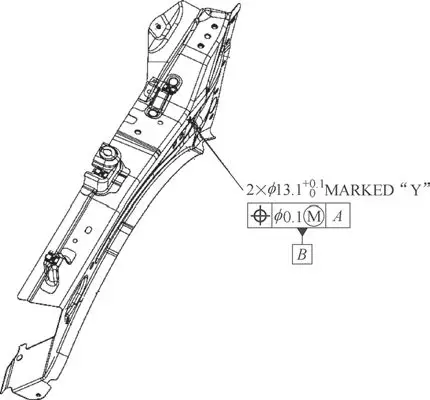
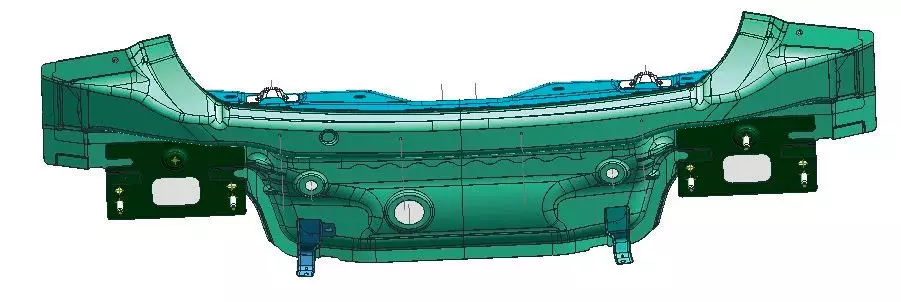
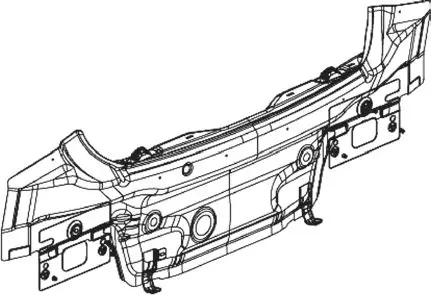
汽车的功能实现和外观呈现都离不开车身尺寸控制,其影响因素包括冲压件尺寸、夹具、焊接工艺、人员操作、包装运输等。在冲压件来料尺寸稳定、焊接工艺确定的情况下,保持夹具持续改进成为主要的解决方法。 改进一:合理拆分工艺 每个车型一般会在既定的市场预期下制定生产纲领,根据生产线的自动化程度进行工艺拆分,在工序节拍平衡的前提下,还要考虑是否对控制零件关键尺寸有利。 图1 案例一:某车型的侧围内板加强件和部件组成如图1,从产品图样来看,两个主定位基准分别在1号组件和3号组件上。 图2 关键尺寸:零件有2处重要装配点,前把手支架(左侧为眼镜盒)和后把手支架,如果位置度或平面度有问题,会影响到眼镜盒或把手支架的回弹。 图3 图4 如图5所示,首次工艺拆分方案,OP10焊接1左前侧围内板支架、2左侧围中间内板支架、4左前上部加强支架、6左后辅助控制支架组件;OP20焊接3左中柱内板加强件组件、5左前辅助控制支架组件。 图5 问题:在OP10工序焊接时,分别以1号组件和2号组件的两个孔定位,在进行OP20工序焊接时,是以1号组件和3号组件的两个孔定位,两道工序发生基准转移,导致6号组件位置度也出现偏差。 图6 改进后方案:如图6所示,OP10焊接1左前侧围内板支架、2左侧围中间内板支架、3左中柱内板加强件组件、4左前上部加强支架;OP20焊接5左前辅助控制支架组件、6左后辅助控制支架组件。这样保证了上下序基准都与零件的主基准保持一致,减少了基准转换造成的尺寸偏差。 经验:通过合理的工艺拆分,保证零件上下序基准与零件主基准保持一致。 改进二:保持夹具基准稳定 一副工装夹具设计的好与坏,首先要看基准选择,如果按照设计开发基准做实际效果却不理想,往往是因为基准结构不合理。 案例二:某车型的车身前上部支架(见图7)。零件图样两个主定位基准是13.1mm的孔。 图7 原工装设计:使用主定位基准2个孔做定位,但设计为气缸伸缩形式的定位销。 图8 问题:气缸伸缩形式的主定位销在运动过程虽有限位但仍存在不稳定,并且随着使用次数增多不稳定趋势在变大。组焊在上面的小零件本身也采用伸缩式定位销,再配上伸缩式主定位,造成的尺寸超差相当大。 图9 改进后工装设计:将主体零件翻转90°放置,原主定位由伸缩式定位销改成固定式定位。 经验:零件定位主基准应采用固定结构,非滑动或转动。 改进三:采取适当的过定位 夹具的定位多数是依照六点原则,在实际应用中,如果主体零件在某个方向上有定位,那么小零件依靠压紧到这个主体零件来限制它的自由度。 案例三:某车型的尾端板总成(见图10)。零件图样(见图11):尾端板在车身后部,是重要的结构件和功能件,上面涉及很多安装点,包括后保险杠、尾灯、后部内饰板等。安装支架孔位置度要求0.5mm。 图10 原工装设计:小支架以定位销定x、y方向,z向靠夹紧翻边面。小支架与大件焊接处以自由状态,以大件为基准。这种设计方案理论上讲,自由度是全部限制住的。 问题:由于小支架与大件焊接时是自由状态,虽然有定位销定位,焊接后依然跟着匹配状态走,就是说定位销定位时尺寸是合格的,但定位销移出后,位置发生回弹,后保安装孔位置度始终不稳定。 图11 改进后工装设计:在定位销的基础上,在零件边缘增加可调整的限位块,用来约束小支架y方向。这样y方向就是过定位的,在焊接时即使匹配状态不好,但因为有y方向限位块,小支架会发生一定程度的刚性变形,会减小孔位置度的波动。 经验:应尽可能限制小零件自由度,必要情况可以过定位。 由于车身零件结构和生产工艺的不同,以上夹具改进案例具有一定的特殊性,但希望在改进思路、改进原理上有一些可以借鉴的经验。
& Z' c% \( p! z | 

 发表于 2018-7-27 09:46:41
发表于 2018-7-27 09:46:41