|
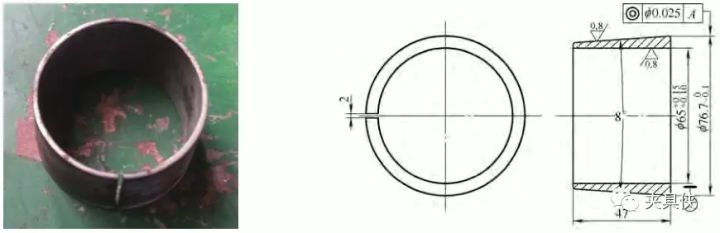
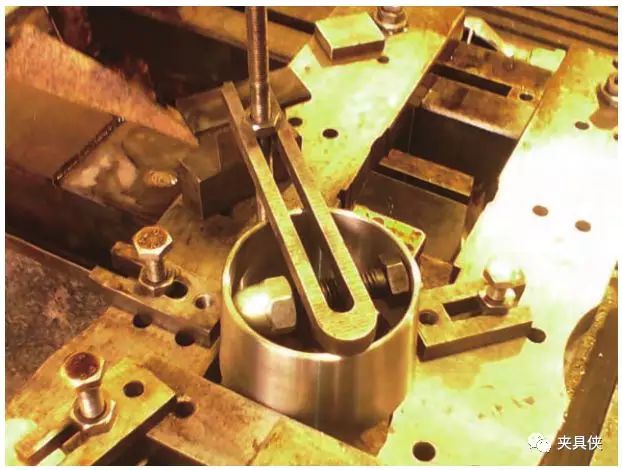
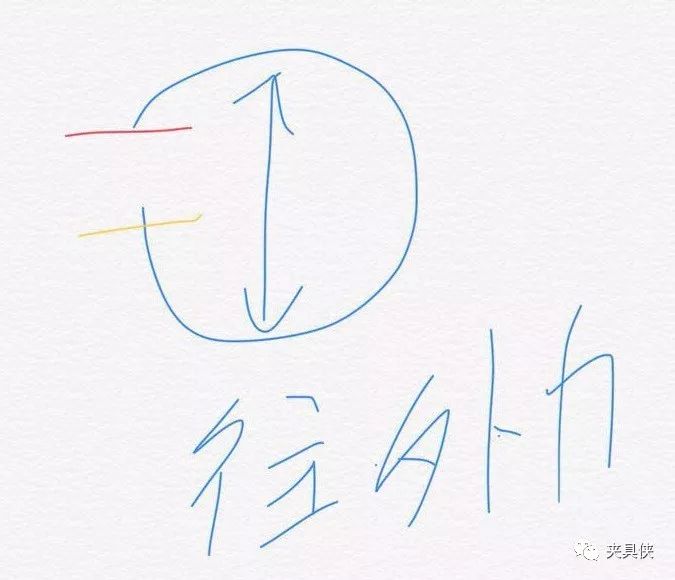
前言 本周夹具侠直播请到的是夹具大牛小春老师为大家带来“胀圈零件线切割工序断丝现象分析及工艺对策”分享。 1. 胀圈零件加工工艺 图1 如图1(未注圆角均为R1mm)所示,胀圈零件材质为65Mn弹簧钢,加工工艺安排为:粗车(大端带夹头)→淬火(调质硬度为40~45HRC)→精车(车好锥面及小端和孔大端夹头)→线切割(孔大端夹头切断大端留余量0.2mm)→磨工(磨锥面磨大端尺寸50mm)→线切割(切缝宽2mm)→钳工(去毛刺)。 线切割工序加工内容是在零件锥外圆母线位置,沿径向方向切宽为2mm、沿零件轴线截面成C形弹性开缝。零件切缝的作用是在受到轴向力时,径向方向产生弹性变形,将相配合零件的内锥面挤紧,两配合零件通过径向弹性变形,相互间产生很大的摩擦力,可将动力传递给机器或(系统)互相连接的下一级负载。 2. 断丝产生的原因及相关措施 胀圈零件加工中,工人反映经常会线切割断丝的情况,严重时会造成胀圈零件报废。 (1)断丝的原因及改进措施。 在线切割加工过程中,通常认为断丝是因为电极丝强度低而被拉断的,其实断丝的真正原因是韧性不足。 改进措施:检查线切割机床的切割丝表面是否有裂纹,可用工具显微镜进行检查,如果发现有明显裂纹则更换新丝。切丝的直径用百分尺测量,看与原来规格的新丝直径相比是否明显减小。如果发现丝径有明显减小则更换新丝。 (2)机床的检查及采取的措施。 检查机床走丝机构的位置,保持储丝桶和导丝轮转动灵活。同时,检查上、下导丝轮是否保持干净或有腐蚀现象。机床各传动部件应正常无松动。 采取措施:①定期检查储丝桶和上、下导丝轮。②定期清洗上、下导丝轮模块。 (3)优化切削参数。 综合考虑加工效率,切削参数兼顾加工质量、断丝故障,对加工电流、脉宽挡位和脉宽幅度3个参数进行调整。优化前、后的切削参数分别如表1、表2所示。 表1 优化前的切削参数 表2 优化后的切削参数 (4)及时更换切削液。 根据切削液的实际使用情况,大均80~100h更换新切削液。 3.防止断丝的工艺措施 (1)工装的设计。根据胀圈零件加工工艺过程及断丝原因分析,制作了一套防断丝工装(见图2、图3)来减少和控制内应力的突然释放,保证胀圈线切割工序的正常进行。 具体做法是:将工件孔中间撑入一端带球头的螺杆,使螺杆的球头和另一端六方头零件孔壁接触。工人用两个扳手同时扳住螺杆的六方头和球头,向相反的两个方向扳动螺杆六方头和球头螺母,螺杆上的球头沿轴线方向上伸长,将零件孔壁径向撑紧。螺杆此时给胀圈零件施加了预加撑紧力,这个力用来控制零件切开瞬间内应力的突然释放,达到防止断丝现象的发生。 图2 图3 防断丝工装加工胀圈 (2)工艺试验及切削参数的优化。工装应用后断丝现象得到了控制。我们发现胀圈零件宽2mm的切缝尺寸因螺杆撑紧零件力的大小而有区别。如何控制螺杆撑紧力的大小是控制尺寸2mm的重要因素。螺杆两端的球头和六方头顶紧零件内孔壁后,两扳手扳紧螺母和扳手1、2的轴线相交成60°的交角。 思 维 碰 撞 Q1:刚才讲到80-100小时切割效率明显下降要换丝,我想知道正常效率是多少?再判断什么情况是丝该换了。 A:线切割液累计工作时间达到80-100小时需要进行更换。 Q2:断丝主要原因是割断的时候应力释放把丝挤断,零件割好以后松开工装,零件内孔会不会变形呢? A:松开工装后零件会有一定变形。 Q3:线切割正常使用,钼丝磨损到什么程度的时候,判断更换,比方千分尺测量,比新钼丝少了多少还是,怎么判断? A:主要看使用实际过程中丝的损耗断裂时间,18丝钼丝减小3、4丝就会进行更换,如果切割要求不高会继续使用。 Q4:断丝割下来的那个废料容易憋在钼丝上,除了用磁铁吸住以外还有其它方法吗? A:用螺栓撑住孔的目的就是控制内应力释放将钼丝夹断。 Q5:用柱子撑着,第一刀切过去的时候会弹开,弹开后第二刀过去的肯定小于2mm。黄的一刀弹开,红色一刀结束,会夹刀。 图4 A:缝宽靠工艺实验控制,扳手交角成60°,但是不排除当撑柱松开后的回缩。圆筒状零件沿轴向切开对刀具的损伤是较大的。 Q6:可不可以用上面工装的方法,把工件轴线锯开以后,然后把工装去掉,让工件在自然状态下,把工件用压板,稍微压上,或者不用压板,在自然状态下好沾住,然后再用线切割左右切一次,不要切到位,留量。最后把尺寸量一下,把剩下的余量算好,切割一次,这样是不是就能保证尺寸了? A:在试制的时候是可以的。在大批生产时要进行工艺优化及试验。在图3中给出了试验的方法。当然也不排除有尺寸切后小的情况。这时可以像你说的自然状况下补充加工让槽宽合格。 2 t4 a$ I0 U! D( L
| 

 发表于 2018-5-23 10:52:10
发表于 2018-5-23 10:52:10