|
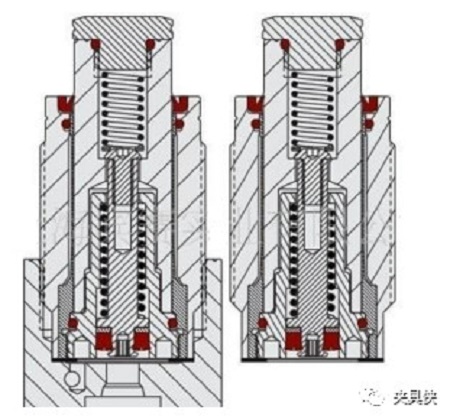
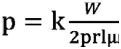
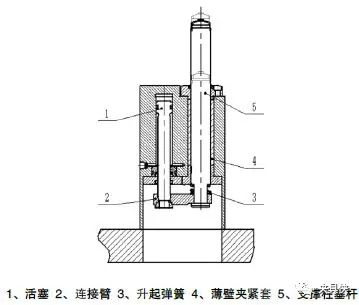
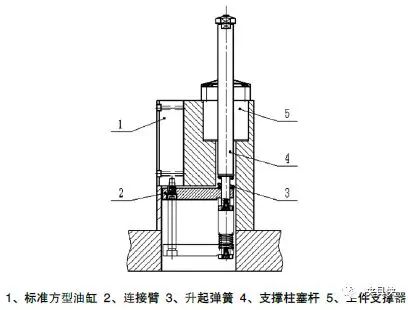
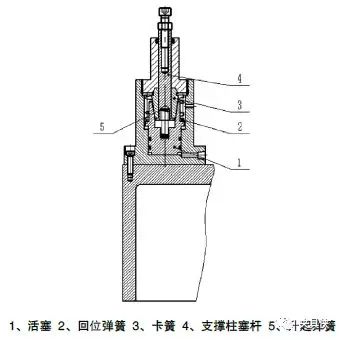
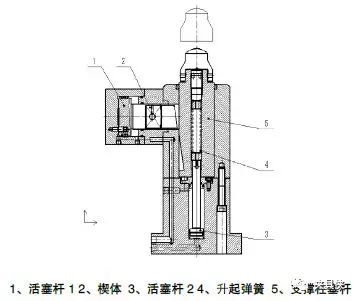
前言 设计机床专用夹具过程中,经常会出现仅依靠固定支承板不能确保定位的精度要求和稳定性、切削力大到足以影响加工精度、工件刚性差及切削过程产生振动等情况。辅助支撑能够用于增加定位稳定性,也可以用于增加工件的支承刚性或承受切削力,防止加工时受刀具切削力而变形,避免加工是发生振动,从而影响加工精度,因此在批量生产的各阶段,尤其在粗加工和精加工阶段得到广泛运用。 图1 高压辅助支撑缸结构图 今天向大家介绍四种常见的液压锁紧辅助支撑结构,这四种设计方式结构实用性强,且已通过现场生产验证,希望对各位夹具设计师有一定参考价值。 1、设计要点 辅助支撑是在工件完全定位后才与工件接触,锁紧后的辅助支撑对工件产生如同固定垫块一样的支撑作用,向活塞运动的反方向对任何压紧力或切削力提供反作用力,在不影响三点平面定位的情况下提供额外支撑点。液压锁紧辅助支撑常运用在液压夹具中,其动作迅速、辅助时间短、支撑可靠。设计时应注意以下几点: ①支撑力须大于1.5倍以上的切削负荷; ②如果支撑柱塞杆上升速度过快,在支撑柱塞杆接触工件时会产生反弹并在弹回的位置被抱紧,在支撑柱塞杆与工件之间产生间隙或形成冲击,从而导致结构失效。应使用带单向阀的流量调整阀(进油节流),将支撑柱塞杆动作时间调整至0.5~1秒左右。 2、四种有效支撑结构 Part1: 这种结构中的压力油的压力可按下式确定: 式中: p为压力油压强;k为系数,取2~5,精加工时取小值,粗加工时取大值; W为支撑所受的轴向力,须大于1.5倍以上的切削负荷;r为夹紧套半径;l为夹紧套长度;μ为夹紧套与支撑柱塞杆的摩擦系数。 图2 其工作原理是:当工件定位、夹紧后经系统控制从油道通入压力油,使活塞缩回,在连接臂、升起弹簧的共同作用力下,支撑柱塞杆上升,接触到工件。接触后活塞仍然到行程终端为止上升,升起弹簧力的负荷施加到工件上。而后从另一油道通入压力油,使得薄壁夹紧套锁紧支撑柱塞杆。加工结束后,给薄壁夹紧套侧泄压,取下工件,支撑柱塞杆通过连接臂在活塞伸出作用下回位。此结构中,支撑力的大小与薄壁夹紧套侧的油压、薄壁夹紧套尺寸、变形量等有关。所以支撑是否有效可靠,薄壁夹紧套的选择尤为重要。 Part2: 图3 其与结构1不同的最大的不同是,将薄壁套改为标准的工件支撑器,根据工件支撑力的大小选择合适的工件支撑器规格。工作原理与结构1基本类似:当工件定位、夹紧后经系统控制从油道通入压力油,方型油缸中的活塞缩回,在连接臂、升起弹簧的共同作用力下,支撑柱塞杆上升接触到工件,接触后方型油缸中的活塞继续缩回,到行程终端为止,升起弹簧力的负荷施加到工件上,而后从另一油道通入压力油,使得工件支撑器中锥体活塞被下压,钢球推动锥形套对滑柱强力锁紧。加工结束后,先对工件支撑器泄压,取下工件,支撑柱塞杆通过连接臂和方型油缸活塞向下回位。 Part3: 图4 该结构利用标准的刀具辅件卡簧对工件进行锁紧,与结构1、2不同的支撑柱塞杆一直处于升起状态,具体工作原理:工件下降,接触到在升起弹簧力作用下上升的帽盖,并且工件在自重的作用下到支撑面为止,下压支撑柱塞杆,升起弹簧力的负荷施加到工件上,经系统控制从油道通入压力油,活塞上升,卡簧对支撑柱塞杆强力锁紧。加工结束后,先对活塞中的压力油泄压,在回位弹簧的作用下,活塞向下缩回,锁紧力消失,卸下工件,在升起弹簧的作用下,支撑柱塞杆升起。 Part4: 图5 该结构利用楔体进行锁紧,锁紧可靠,具体工作原理:当工件定位、夹紧后经系统控制从油道通入压力油,活塞杆2上升,在升起弹簧力的作用下支撑柱塞杆上升,接触到工件。接触后活塞杆2仍然到行程终端为止上升,升起弹簧力的负荷施加到工件上。活塞杆2行程结束后,经系统控制从另一油道通入压力油,活塞杆1推动楔体,使得楔体斜面与支撑柱塞杆斜面接触,形成锁紧。加工结束后,先对活塞杆1的压力油泄压,楔体与支撑柱塞杆脱离,再对活塞杆2的压力油泄压,卸下工件。 3、结语 上述四种液压辅助支撑都具有结构紧凑,操作方便,动作迅速,使用性强等优点,其性能在实际生产中已进行验证,能够满足实际的使用要求。屏幕前的你,学到了吗? # o& \6 l1 X; W2 Z9 s, o
| 

 发表于 2018-4-27 15:27:59
发表于 2018-4-27 15:27:59
 楼主
楼主