|
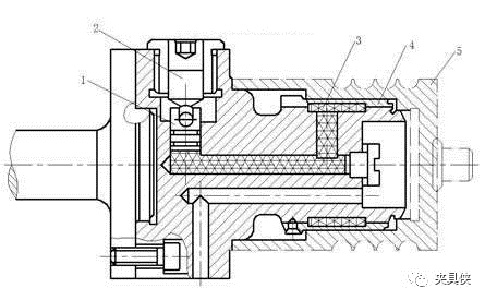
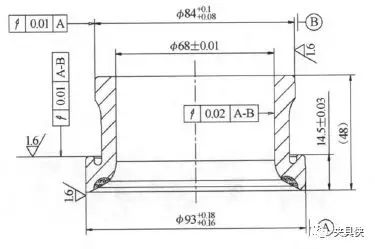
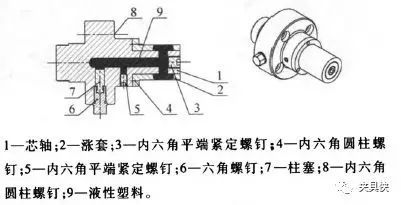
前言 液性塑料夹具是利用液性塑料的不可压缩性,将压力均匀的传递给薄壁套筒,并通过套筒的变形来定位和夹紧工件。或者在多位夹具中,作为传力介质,将压力均匀地传给滑柱来夹紧工件。液性塑料夹具可用于磨、车、铣、钻、镗、齿轮加工、涡轮加工等。今天我们从排气门座的结构和作用入手,与大家探讨如何设计液性塑料芯轴。 图1 液性夹具 1、工件分析 如下图所示为排气门座为HXN5型柴油机气缸盖配件中形位公差要求最高的零件之一,其装在气缸盖上与气门面紧密贴合,对气缸起控制排气和密封燃烧室的作用,故其生产要求高,其壁薄、强度差、易变形、内外圆的尺寸精度、跳动要求高等特点给加工生产带来了很大困难,产品质量不稳定,特别是批量生产的质量很难得到有效控制。 图2 排气门座 2、夹具的结构及工作原理 常规加工薄壁筒类零件通常采用共同料或以端面定位夹紧等方法加工,但加工精度及稳定性均不太好,为满足其较高的加工精度及形位公差要求,经过多次试制,采用自制液性塑料芯轴作为夹具,通过此夹具的设计,彻底解决机车薄壁筒类零件的变形及内外圆跳动要求高等问题,保证产品质量,并为机车中其他薄壁类零件的加工提供了借鉴,取得了不错的效果液性塑料芯轴可以用于定位工件内孔或外圆,本文介绍定位工件内孔的芯轴,是一种加工外圆的夹具(图2)。 工件套在薄壁涨套上,拧动螺钉6,推动柱塞7,挤压液性塑料9,由于液性塑料具有不可压缩性,因而迫使薄壁涨套2径向涨大,均匀压在工件的内壁上,从而使工件得到精密装夹定位。当零件加工完成后,松开螺钉6,则液性塑料弹性恢复,薄壁涨套亦恢复到原始状态,工件可方便取下,这样既达到了工件的同轴度要求,又不会使工件变形。 图3 液性塑料芯轴 此夹具后端设计与车床主轴直接相连接,所以使用时,将车床三爪卡盘拆卸,这样就规避了三爪卡盘的装夹误差,所以该夹具具有加工精度高、使用方便、稳定性高等特点。 3、夹具的设计基本步骤及要点 3.1基本步骤 ①对薄壁套进行受力分析,同时选择薄壁涨套的材料,如40Cr,通过材料的弹性系数及屈服极限验证材料是否满足工件的夹紧要求; ②配制液性塑料:聚氯乙烯(使塑料冻结)、苯二钾酸二丁酯(增塑,使之具有弹性)、硬脂酸钙(增加稳定性)、真空油(润滑,增加塑料的柔软性),按适当比例调制; ③将配制完成的液性塑料熬制,灌人芯轴及涨套中,冷却即可。 3.2夹具制作过程中的要点 ①在加压螺钉上标上刻度线,避免夹紧力过高使工件变形; ②浇注液性塑料前,须对夹具预热,这样有效防止塑料在浇注过程中失去流动性; ③浇口和出气口一定要位于芯轴的上部,有利于浇注和气体排出; ④浇注过程中,必须注意液性塑料的冷却收缩情况,因此须边冷却边补缩,直到不能补缩为止; ⑤浇注完成,待液性塑料完全冷却,夹具与机床主轴装配后,再精加工薄壁涨套的外圆; ⑥薄壁涨套与工件的接触长度须在70%~80%; ⑦液性塑料芯轴夹具夹紧工件的最大精度为4级。 4、运用情况及实际效果 经过排气门座的批量生产和检测验证,达到了预期效果。通过此类夹具的设计,大大提升了机车,特别是HXN5型机车产品中薄壁零件的质量,彻底解决了机车薄壁零件内外圆跳动的问题,现已在实际生产中得到了推广和应用。 3 ^4 Q8 Q) L8 O
| 

 发表于 2018-4-27 14:25:24
发表于 2018-4-27 14:25:24