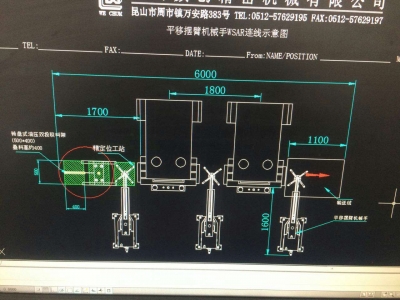
自18年开工后,一直比较忙,设计和制造装配人员都经常加班;因此一些单元式生产模式的非标设备,都会走供应商外协外包流程。 前天和供应商沟通了两台高速精密冲压连线生产得生产工艺布局和工模治具得技术方案,并转发了技术协议和外包非标设备制造标准规范;结果今天供应商发来这样一个Layout布局图和报价: 供应商设计的布局方案
上图所示为两台110吨高速冲压线,模具按自动化标准要求设计;该产品为汽车座椅支架附件,属于小五金类型,两幅模具即可完成全部工序,第一副是落料与成型,第二副为整形加冲孔;虽然工序少,但该支架分为前后门左右件,此单元式冲压布局需能适用于6种相同类型但不同形状的零件,而且产量为每月3万件,产品寿命5年;故此产线为多品种,大批大量柔性生产模式,所以只能用机械手带代替人工来实现不停歇的工作。
通常情况下,给汽车行业得客户工厂做非标产线设备,我们基本上都是采用机器人;而这次供应商报价来的技术方案,却采用得平移摆臂机械手,说实话,起初我是拒绝得,但他们给了很多解释:
1、这类平移摆臂机械手在冲压自动化中,已经使用多年,属于成熟得量产设备,不存在风险; 2、可以完全适用于高速冲压线,生产效率高,结果冲床后设备的稼动率高; 3、此生产具有较高得成本优势,每台仅十万,比机器人性价比高(安川机器人裸机每台十五万)。
其实这类冲压非标设备,在本人上家公司的生产现场也有一台,对于此设备也有一定得了解;有年在设备展会上也看到过,当时调试时得动作如视频:
这类摆臂机械手,有四个轴,均采用伺服马达驱动;末端可根据产品的特性采用真空吸盘,电磁吸盘,异形夹爪等多种方式进行工件的抓取;而且自身具备翻转功能,当上下工序得模面相反时,正好使用到这个翻转功能;我认为其最大得优势是:产线规划实施成本低!因为设备对与之连线的冲床,模具要求低,可适应不等距,不等高的复杂环境的自动化生产(不要求冲床等距,取料面等高)。
但这次的项目,此单元冲压线属于其中一部分,虽说是外包,但领导要求做到模范线、标杆线的水准;所以这类平移摆臂机械手的成本优势,我们领导根本就不看重,说是砸钱也要做好,而领导也并不看好摆臂机械手,说它只要4轴,不如6轴机器人灵活多用,而且看着挺笨重呆板;外形尺寸比较占空间,放在设备前面,后续快速切换模具也不方便。。。
此类平移摆臂机械手,论坛得大神们肯定也接触过此类非标设备吧,都来发表一下高见啦 ;或者根据现有产品与冲压设备布局,有更好得机械手方案,能做为供应商来一起合作的吗 ;或者根据现有产品与冲压设备布局,有更好得机械手方案,能做为供应商来一起合作的吗 。。。 。。。
| 


 发表于 2018-4-6 12:09:07
发表于 2018-4-6 12:09:07


 楼主
楼主