|
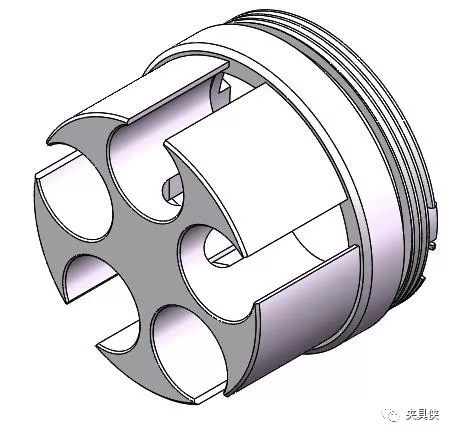
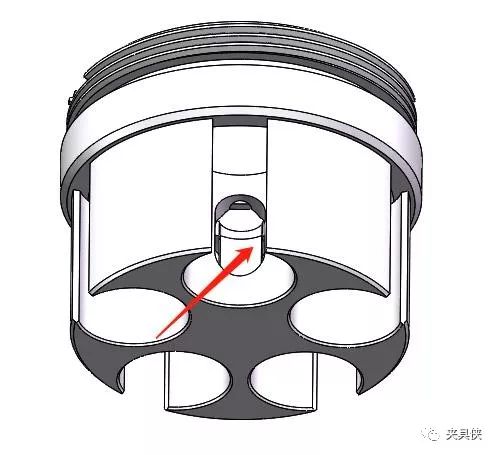
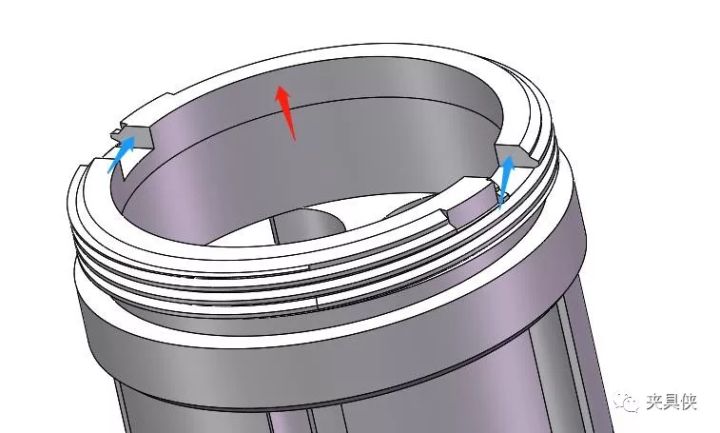
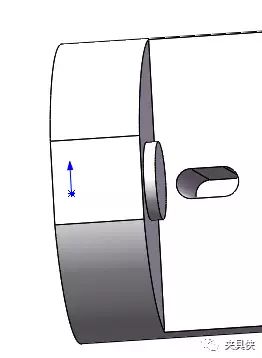
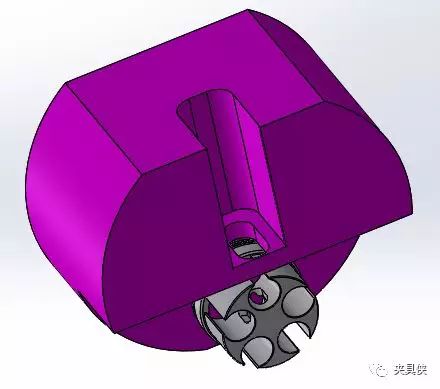
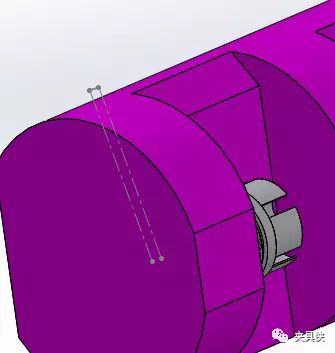
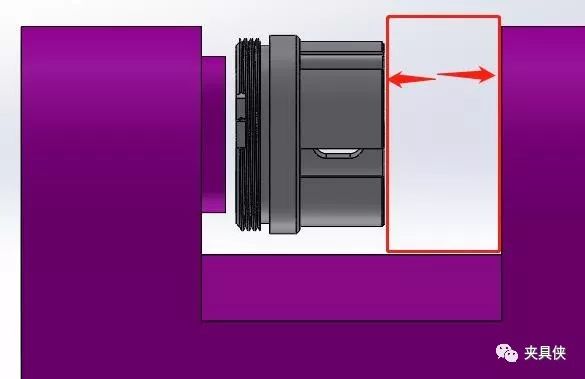
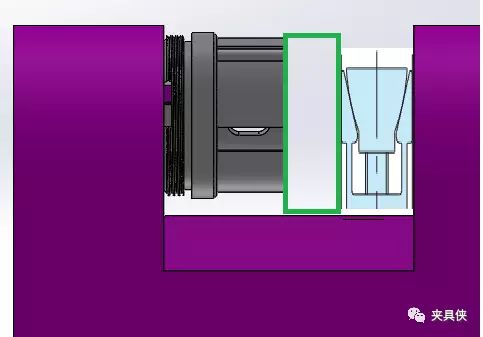
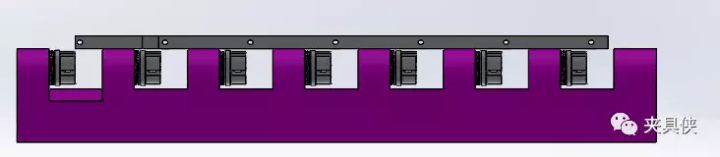
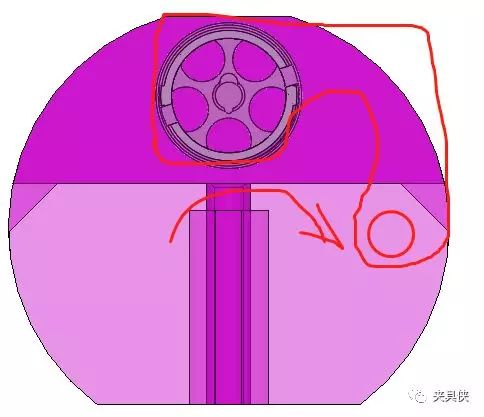
夹具构思 首先夹具设计的前提是工艺的确定,因为工艺不确定对夹具的影响很大。甚至可能夹具直接报废重新设计,所以工艺确定为第一步。 图1 夹具构思 确定好工艺后需要清楚的了解加工零件所需要的定位基准。构思过程先从定位开始,因为定位是直接影响零件的加工精度和能否稳定的重要因素之一。定位常用的方式有两孔一面、三面等。 案例介绍 图2、3所示零件CNC车铣加工完以后需要加工侧面的槽。 图2 图3 首先需要考虑的是加工需求:本零件的需求为一个一个加工效率低,迫切需要使用更加效率高的方法来解决一个一个安装在机床上造成机床利用率低下的问题。 其实就是五面需要加工,就只有使用四轴一次加工相对来说效率会比较高。所以设计的时候五面优先考虑在四轴上使用的夹具。 四轴夹具设计有个很棘手的问题就是五面需要加工很大可能对刀具或者夹具产生干涉,那设计的时候就会先将夹具的主体设计出来。 图4 采用一根直径50mm,长300mm的圆棒,圆棒一来基本接近圆形,对各个角度的干涉小,二来方便与四轴的连接。夹具初步结构出来后下一步就是要选用定位基准。定位基准根据工艺控制图用内孔、防呆和定向用蓝色箭头指示位置的槽。 图5 图6 如图6就完成了零件的定位 定向与防呆。 处理好前面的定位等问题后,需要重点考虑如何将零件稳定的固定在夹具上,做一个避空位置处理。 图7 图8 图9 侧面干涩就要调整切下去避空位置的深度,如果是刀具刚性不够可以调整一下结构。 图10 可以加粗刀柄来增加刀具的刚性。 图11 多工位装夹可以解决效率的问题。 图12 关于夹紧的问题,可以放一个V型扩张夹。考虑到定位有一定的长度需要预留零件退出的空间。也就是说夹紧和垫片的总厚度只有箭头位置的大小。 图13 图14 为了节约装夹旋合螺纹的时间我需要只扩张夹中间增加一个垫块,利用锥度将侧面张开。 图15 图16 对于工件容易掉,容易错位的问题,采取整体连接的方式。或者如图18所示直接做夹具上翻转。 图17 图18 思维碰撞 Q:是组合的么? A:可以考虑分体式,把定位块单独加工后镶嵌到夹具主体上。或用线切割把槽割穿,再用螺丝固定。
8 t) X6 Y' @! ~4 u# O& j2 M& g
Q:为什么不电火花侧打?工艺简单,周期快,整体性精度还高,成本也低。 A:电火花加工精度不能保证,有问题更换不方便。 * }3 k0 e' Q! r$ r6 V4 g2 V4 s
Q:机外装夹怎么定位? A:零件定位两个夹具板在同一个方向,同时零件和四轴间的角度定死。 & m4 ]) Y! ~* T, {3 N# F
| 

 发表于 2018-3-21 12:19:57
发表于 2018-3-21 12:19:57








 楼主
楼主