|
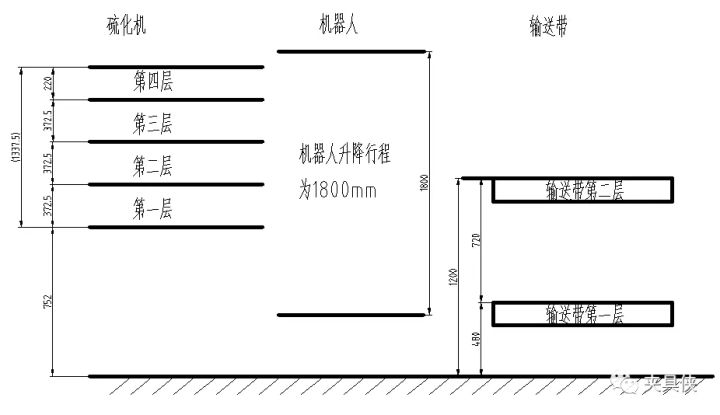
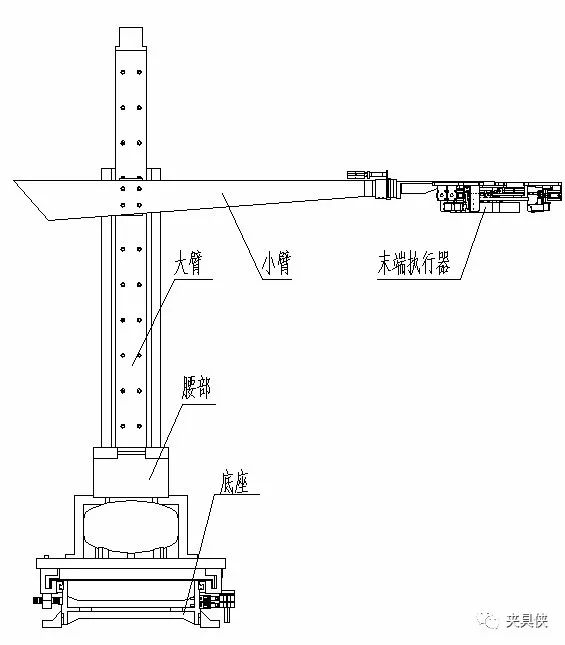
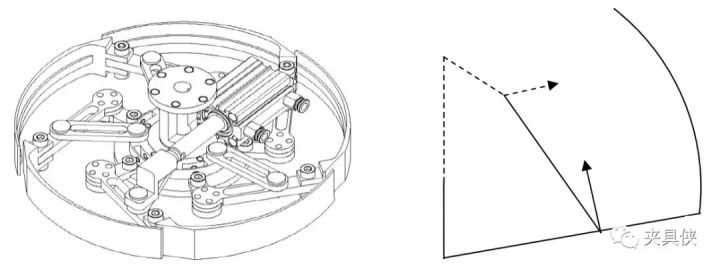
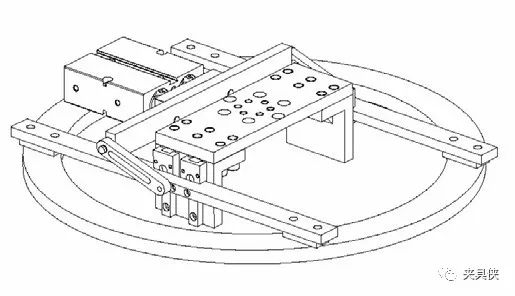
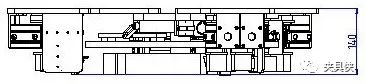
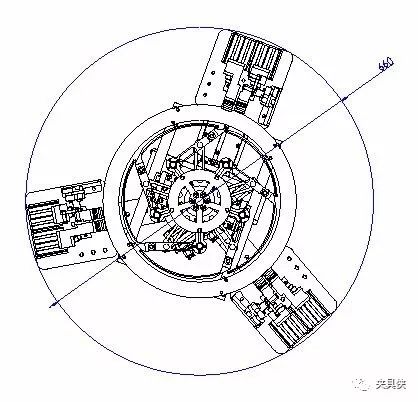
前 言 如今硫化机技术已逐渐实现自动化、智能化,但是相应的上下料系统却发展较慢,自动化程度较低,因此,实现硫化机自动上下料的需求十分迫切。为此,针对工作对象,设计的机器人和末端夹持机构有如下详述。 一、机器人的工作对象和负载 机器人的工作对象为轮胎,如图1所示,包括生胎和成品胎;二者在性质和尺寸上都有差别,生胎较软,成品胎较硬,成品胎较生胎外圈直径较大、内圈直径较小、高度较小。每个轮胎净重约为3Kg。此外,由于成品胎与模具黏合较紧,取胎时轮胎对机器人末端夹持机构有500~600N 的冲击力。 图1 二、机器人的工作空间 如图2为机器人工作相对位置图,图3为相对高度图。 图2 图3 三、机器人总体结构设计 轮胎装卸机器人采用圆柱型工业机器人,直线部分可采用液压驱动,可输出较大的动力,能够伸入型腔式机器内部。下图机器人具有三个自由度,即两个移动副、一个旋转副:底座与其他部分之间为移动副、腰部与底座间为旋转副、小臂与大臂之间为移动副。 图4 机器人主要结构图 四、机器人末端夹持机构的设计 机器人本体是机器人末端夹持机构运动到定点的基础,而机器人手爪(末端夹持机构)是机器人胜任预期任务的基础,因此设计三套机构:内撑机构用于完成抓取和定型、下压机构用于完成生胎安放、外推机构和内撑机构共同完成成品胎抓取。 4.1内撑结构的设计 由于必须使轮胎内径完全与夹持机构相接触,所以通过内撑力使轮胎定型。内撑机构由五个相同的连杆机构组成,并呈圆形排列。每个连杆机构由三个连杆组成,但机构曲柄由一圆盘代替,因此可视为一个四连杆机构。 图5 內撑机构示意图 4.2下压结构的设计 内撑结构抓起轮胎之后,其中的五个圆弧会构成一个整圆与轮胎内径完全接触。当轮胎运送至模具上方后,气缸收缩,此时由于生胎较为柔软,会立即变形,无法顺利进入模具。因此设计下压机构,用一个双滑块机构实现水平方向运动与竖直方向运动的转换。 图6 下压机构示意图 4.3外推机构的设计 外推机构由三组推手组成,每组推手有两个推动装置。其中一个由气缸推动直接前进;另一个由气缸、平行四边形机构、双滑块机构组成,沿椭圆曲线作平动。控制两个推动装置动作的时序,可以完成抓取任务。 图7 外推机构示意图 4.4夹持机构总体效果 图8 正视图 图9 俯视图 1 d- ^$ g8 i$ ]3 z/ \1 _# ~/ D; Q
| 

 发表于 2018-3-14 11:06:50
发表于 2018-3-14 11:06:50



 楼主
楼主