热冲压工艺的特殊性,自动化辅具在热冲压生产中占有十分重要的作用。辅具设计的好坏决定着生产的稳定性,甚至成为自动化生产及节拍提升的瓶颈。热冲压自动化辅具包含拆垛端拾器、上料端拾器、取件端拾器、激光切割支具、抛丸挂具。
4 E8 K# u/ x& H/ t. V0 {3 \. M) K/ r
面对全球能源危机和环境保护的压力,节能减排已经成了汽车制造业的发展趋势,通过使用高强度板热冲压生产制造技术,同时实现车体轻量化和碰撞安全性,成了近年来汽车制造业研究的热点。热冲压技术国内起步较晚,一直处于在各大学或研究院等研究单位试验阶段,但随着汽车企业的介入,热冲压技术得到了快速发展,目前热冲压工艺已经应用到汽车生产制造工业,并且实现批量化生产。自动化辅具作为热冲压生产的一部分,其结构设计对产品质量和生产的保证有着决定性作用。
. P- q2 z! H" v6 Z
热冲压成形生产线的拆垛端拾器由骨架、电气元件、安装组件组成。结构与冷冲压自动化生产线基本相同,同样采用吸盘吸取板料。冷冲压线板料多为方料,端拾器骨架及吸盘为规则阵列布置,实现不同料的通用;而热冲压件基本为A柱、B柱等,不规则料较多,且一般为细长件,吸盘一般随形布置,一列即可,通用具有局限性。
冷冲压拆垛端拾器示意
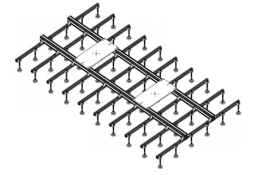
热冲压拆垛端拾器示意
" }8 z; d9 M8 u' g% J" ` 热冲压线拆垛端拾器为实现不同制件间通用,在骨架设计上,将吸盘固定结构设计为可前、后、左、右移动式,吸盘可在横梁上左右移动,横梁可在主梁上前后移动,以适用不同形状、不同尺寸的板料。
1、主梁 2、横梁 3、吸盘 4、料片
' f! |* m" z* U/ C- @
热冲压生产中,由于加热后的钢板处于高温状态,无法用吸盘抓取,故其上料端拾器上采用特定制作的夹持器(气缸带动夹钳)。热冲压生产线的上料端拾器由骨架、电气元件、夹钳、防护板及安装组件组成。此部分是热冲压线最关键的工位,需保证板料抓取位置精确性及稳定性。根据料片形状复杂程度,可采用不同的结构设计。
形状规则简单的板料,如方形料、梯形料,可采用一个气缸带动多个夹钳形式,如图2-1所示。此方式可保证夹钳动作的一致性,减少气缸使用,降低制作成本。但需注意夹钳的运动方向与加热炉送料辊子的角度。在工艺设计阶段,需考虑生产中板料的抓取方向,平行送料辊抓取为最佳状态;如θ过大,夹钳打开、夹紧与送料辊有干涉风险。
运用此种形式,夹钳结构分连接和夹持两部,夹持部分可前后调节,使一个气缸上多个夹钳根据料片轮廓小范围调整至最佳位置。
1、旋转横梁 2、连接部分 3、夹持部分
0 k; y0 @8 T7 U5 B' u
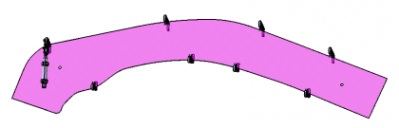
实际生产中,热冲压件多为A柱、B柱等内加强件,板料形状多弧形不规则料,此时一般设计一个气缸带动一个夹钳,夹钳根据料片轮廓布置,在允许范围内,还可根据料边曲线法线方向设置角度,不受其他夹钳限制,可实现板料的最佳夹持状态。
独立夹钳布置及结构示意
热冲压成形生产线的拆垛端拾器由骨架、电气元件及安装组件组成。加热后板料经模具压制和保压冷却后,温度降至200℃左右,此时仍不能用普通胶质吸盘取件。一般设计为永磁吸盘。端拾器重量与自动化生产节拍成反比,故设计时除骨架主结构保证刚度,其他部分均减重设计。
9 t. V4 w4 f0 T3 Z9 W/ H, D
热冲压成形后,板料成为半成品。因制件材料机械性能较高,无法通过模具加工,故需采用激光切割进行制件修边冲孔,激光切割支具是支撑和定位制件、保证切割制件精度和稳定性的辅助工装,由骨架、支撑定位结构、夹紧单元、电气元件及安装组件组成。
' J9 \, _3 r5 j; s
目前普遍使用的为旋转工作台式激光切割设备,制件切割过程中,产生大量的烟尘,设备有废料输送及排烟尘系统,支具结构设计中,支撑、定位等安装面尽量做小,留有漏空保证上下通气流。如安装面为一整块BASE板,则设计上留出空间开孔。
对于制件的支撑、定位结构,因制件成型后与产品数模存在一定差别,且热冲压工艺制件型面特征一般较为简单,如只依靠型面定位,制件稳定性差,切割后制件一致性不能保证。这种问题可通过以下两种方法进行改进:
①设计明显的特征,如凸点、凹包等。因热冲压是在板料加热后压制成型,故凹包等明显特征在成型后表面会有缺陷,减薄率较大,故特征一般设置在工艺补充区域,激光切割将此部分去除。
②设计定位工艺孔。采用定位孔可精确定位制件,是最为理想的定位方式。
- Z3 i8 |- ]! S( j9 H
此定位孔设计位置需遵循以下三方面原则:
①为保证激光切割制件精度,成型工序同样使用此定位孔定位,需考虑定位孔设置位置及形式不影响上料;
②如设置在产品区外部,不能降低原材料利用率;
③设置在成型过程中不走料区域,孔无变形,保证精确性。


 发表于 2018-2-24 20:34:38
发表于 2018-2-24 20:34:38









 楼主
楼主