|
前 言 在加工零件上的平面、沟槽、缺口、花键及成形面时经常会提到一种工艺——铣加工。那么,相应的铣床夹具是如何配套设计的呢? 按照铣削时的进给方式,通常将铣床夹具分为:直线进给式、圆周进给式及靠模铣夹具。 一、直线进给式铣床夹具
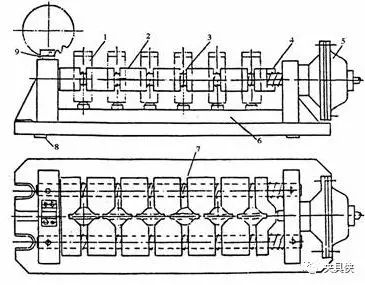
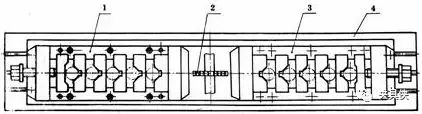
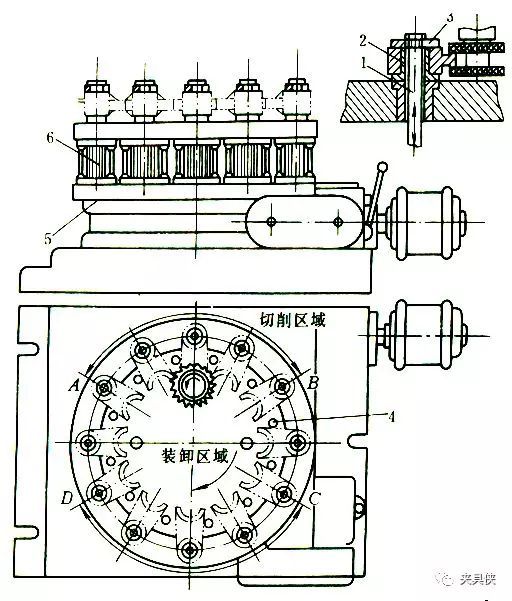
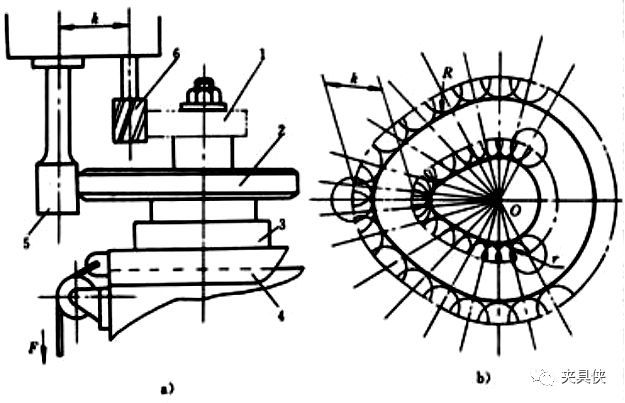
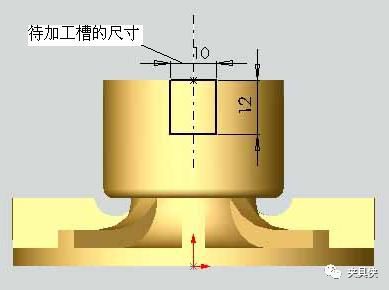
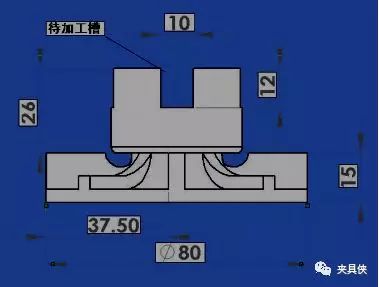
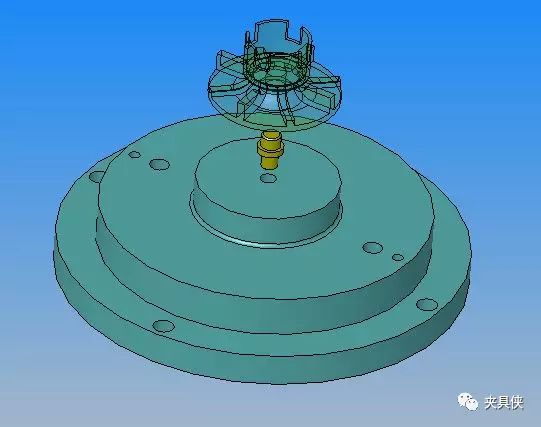
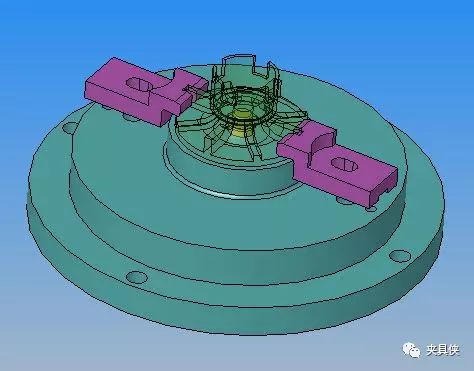
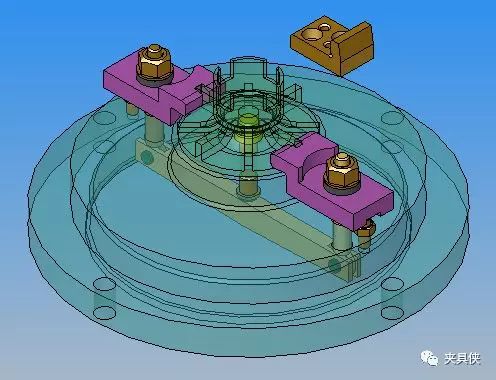
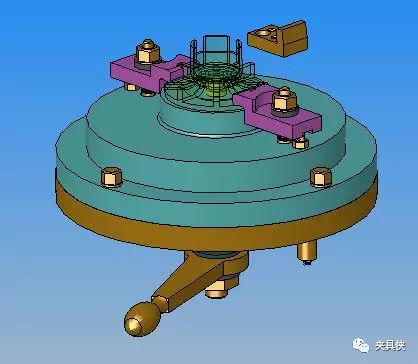
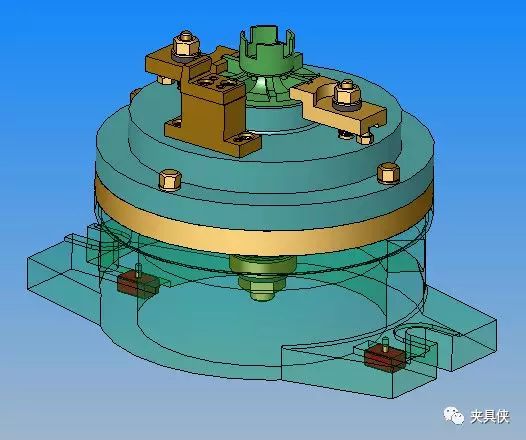
: c8 p2 u' p/ B0 y0 c, G像大家在视频中看到的,这类夹具安装在铣床工作台上,在加工中随工作台按直线进给方式运动。按照在夹具中同时安装工件的数目和工位多少分为单件加工、多件加工和多工位加工夹具。 图1 多件加工的直线进给式铣床夹具 1-小轴 2-活动V形块 3-弹簧 4-夹紧元件 5-薄膜式汽缸 6-支承钉 7-导向柱 8-定位键 9-对刀块 图2 双向进给铣床夹具 1、3-夹具 2-铣刀 4 -铣床工作台 二、圆周进给铣床夹具 圆周进给铣床夹具多用在回转工作台或回转鼓轮的铣床上,依靠回转台或鼓轮的旋转将工件顺序送入铣床的加工区域,实现连续切削。在切削的同时,可在装卸区域装卸工件,使辅助时间与机动时间重合。 图3 圆周进给铣床夹具 1-拉杆 2-定位销 3-快换垫圈 4-挡销 5-转台 6-液压缸 三、靠模铣夹具 带有靠模装置的铣床夹具,适用于专用或通用铣床上加工各种成形面。靠模夹具的作用是使主进给运动和由靠模获得的辅助运动合成加工所需的仿形运动。 图4 直线进给式靠模铣床夹具 1-工件 2-铣刀 3-靠模 4-滚子 5-滚子滑座 6-铣刀滑座 图5 圆周进给式靠模铣床夹具 1-工件 2-靠模 3-回转工作台 4-滑座 5-滚子 6-铣刀 四、铣床夹具设计实例分析 加工需求:工件为一水泵叶轮,要求设计一副铣床夹具,用在卧式铣床上加工两条互成90°的十字槽,如图6、7所示: 图6 图7 工件三围结构图 确定定位方案:圆柱孔定位和平面定位 1.将加工过的叶轮底面放置在一个大的圆形定位盘上,以大平面定位,消除X,Y方向的转动自由度和Z方向的移动自由度。 2.用一个定位销与叶轮上的孔相配合,以此消除X,Y的移动自由度。 3.利用两块开槽的压板从两个方向卡住叶片,并将它们固定在定位盘上,这样就消除了Z方向的转动自由度。 图8 图9 定位装置 确定夹紧方案:螺旋夹紧 1.工件以中心孔及底面在定位销和定位盘的端面上定位,并使叶轮上的叶片与压板头部的缺口对中,旋转螺母,通过杠杆使两块压板同时夹紧工件。 2.选用移动式弯曲压板,它的优点是可以实现快速装拆。 图10 夹紧装置 确定分度机构:分度盘加定位销 1.设计一个分度盘,盘底有四段斜槽,分度盘与定位盘之间用螺钉固定。 2.在夹具体上开一沉头孔,孔中放入销套,销套与定位销配合,底部有弹簧.这样,当分度盘转动时,销始终在斜槽中运动.每转过90°,销就在弹簧的作用上升至最高点,反靠夹紧。 图11 图12 分度装置 图13夹具体与定位键 图14夹具工程图 5 _, j0 O! ?% w2 J/ I7 n" U8 Q9 D: b
| 

 发表于 2018-1-29 11:28:27
发表于 2018-1-29 11:28:27