|
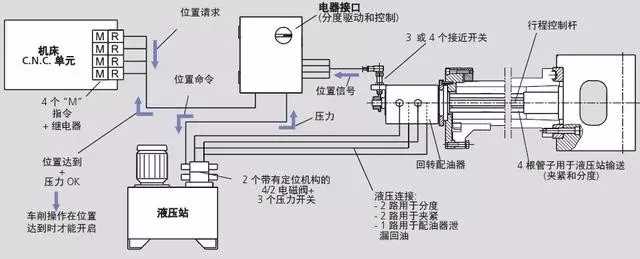
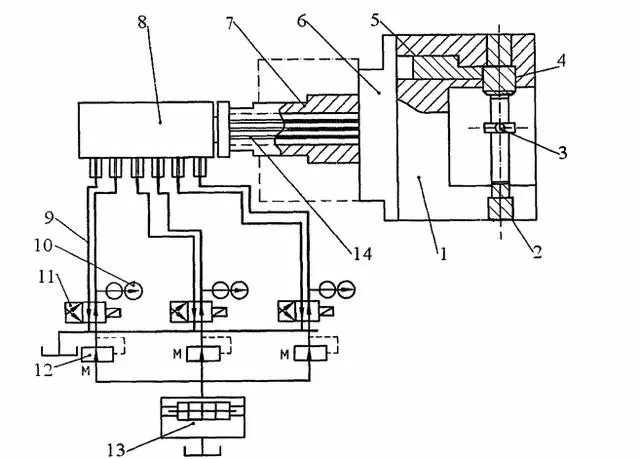
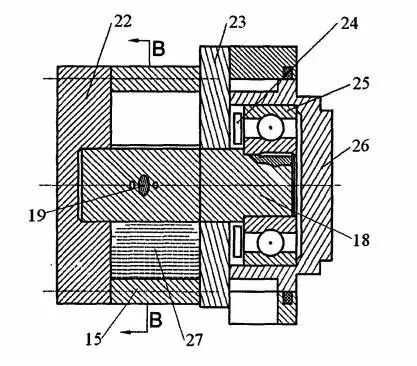
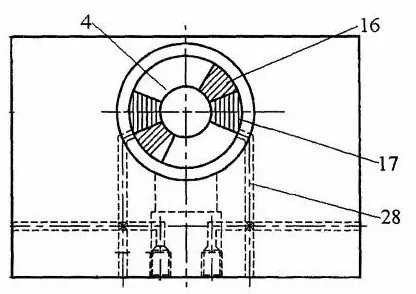
前 言 目前,在自动化程度较高的机械加工机床上使用的夹具多数采用的是液压夹紧或气动夹紧。但是,工件在加工过程中有不同方向的多个面需要加工,这就需要在加工过程中对工件进行分度转位。一般分度转位和转位后的定位仍然采用的是机械方式,其结构较为复杂,体积大,操作麻烦。 比如在加工多通接头时,每一路接头都要按要求进行加工,需要多次装夹,加工效率低,液压自动分度卡盘能够实现 90°的分度,其分度运动是在 90°的范围内的正反运动。 一、液压自动分度卡盘的设计 采用液压传动系统对工件进行夹紧,包括夹紧油缸,自动分度卡盘上设有分度油缸,分度油缸与夹紧油缸为同一个液压传动系统驱动,工件一个面与夹紧油缸的夹紧面接触,工件上相对的另一个面与分度油缸的分度盘接触。 自动分度卡盘上设有定位油缸,定位油缸的定位件在实现定位的状态下,与分度盘上的定位结构形成定位的配合,定位油缸与夹紧油缸为同一个液压传动系统驱动。 液压传动系统通过油路转换器、车床主轴及法兰盘内的旋转油管、自动分度卡盘内的油路分别与夹紧油缸、分度油缸、定位油缸连接。 自动分度卡盘内的油路分别为与分度油缸油路、夹紧油缸油路、定位油缸油路,其中每个油路均设有起进油和回油作用的两个通路。 分度油缸中设分度缸体、分度油缸转子、分度油缸定子、分度主轴,分度油缸转子与分度主轴通过分度主轴传动销连接。 分度油缸转子和分度油缸定子在回转方向上的空隙,构成两个分度油腔,并分别通过分度油缸油口、分度油缸油路连接。 液压传动系统中设油泵,通过三个油路上的油管与油路转换器连接,每个油路上分别按进油顺序设减压阀、换向阀、压力表。 - `9 n o! k) p0 g6 B- ^
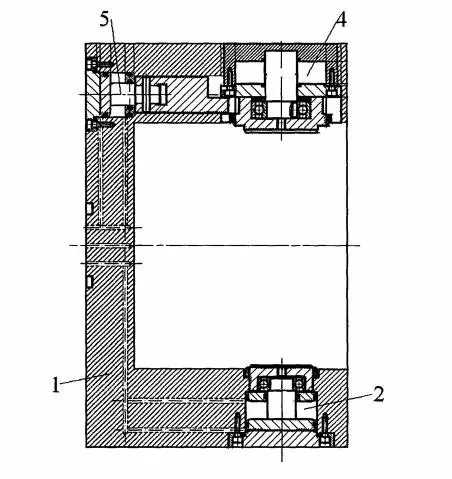
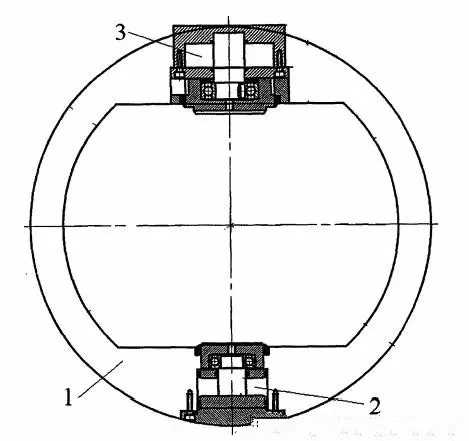
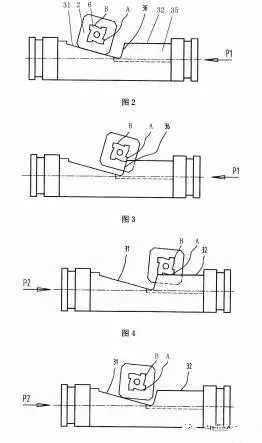
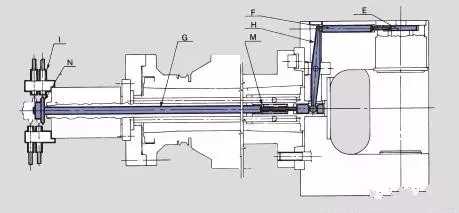
二、可分度的翻转卡盘设计 液压自动分度卡盘只能实现两个工位的加工,无法实现多通接头的完全加工。于是出现了一种可分度的翻转卡盘。 在分度卡盘体1的回转中心设有容纳工件的槽腔10,在槽腔10的两侧分别设有运动压紧活塞4和非运动压紧活塞5,在运动压紧活塞4的外圆周设有密封圈,密封圈内侧与分度卡盘体1形成的腔体与夹紧油路相通,密封圈外侧与分度卡盘体1形成的腔体与夹紧油路相通;在非运动压紧活塞5的外端部连接有截面为矩形的回转轴2,同时回转轴2的中心连接限位块6,在分度卡盘体 1 上水平设置有驱动杆3,驱动杆3的轴线与分度卡盘体1的轴线平行。(具体设计细节点击阅读原文查看全部) 可分度的翻转卡盘的动作过程为 : 1.将待加工零件放入至分度卡盘体1的槽腔10中,开启夹紧油路12,则压紧活塞4向上运动,并将待加工零件夹紧 ; 2.当加工完后,需要进行翻转90° ; 3.当加工完毕后,需要继续进行90°旋转时,重复2步骤 ; 4.在加工的过程中,由于平衡阀和液控单向阀的存在,压紧活塞4和平衡块19同时在分度卡盘座1的旋转下产生离心力,液控单向阀14不允许平衡块19外部腔体内的液油回流,从而只能流入到压紧活塞外侧的腔体内,故进一步将压紧活塞压紧,保证了生产安全 ; 5.当零件加工完毕,夹紧油路11内进入液油,同时将液控单向阀14打开,从而压紧活塞外侧空腔内的液油排出,压紧活塞4松开,即可取出加工完毕的零件。 , o4 c1 G e/ T
| 

 发表于 2018-1-3 11:33:22
发表于 2018-1-3 11:33:22