|
对于初入夹具行业的人来说,这份材料在任何时候都能受用。它就像是一份对照表,时刻规范指导你的夹具设计制造过程。 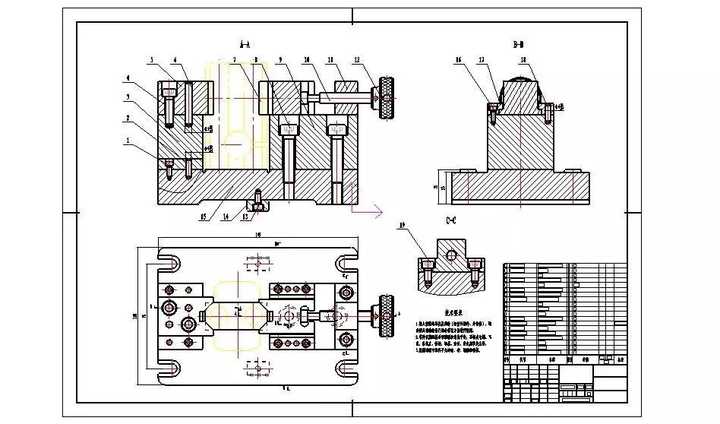 一种气门摇杆轴支座工艺及工装夹具设计图
一、一个设计人员必备的知识及掌握程度要求
• 机械零件加工工艺——熟练 • 机械制图——熟练 • 公差配合——熟练 • 夹具定位原理——熟练 • 光洁度选用——熟练 • 热处理及表面处理选用——熟练 • 液压与气动元件选择与管路配设(含密封)——熟练 • Solidworks、Autocad软件使用——熟练 • 成本观念(技术经济原则)——熟练 • 定位误差分析。——熟练 • 夹紧机构——熟练 • 材料选用——熟练 • 加工过程自动化——了解 • 厂内现有设备加工能力与检测能力——了解
二、工装夹具设计制造流程
第一步:方案阶段 (一)整理和归档必要信息 整理和归档必要信息是正确理解客户需求和顺利设计的基础。确定以下信息并归档: 1.产品图纸(2D,3D档); 2.配合机床型号,是立式加工中心?卧式加工中心还是车床?立加的话,需要转台(四轴)吗?转台什么品牌?什么规格?尾座需要我们提供吗? 3.工作台大小,行程,安全空间多大(最大可容纳夹具范围,特别注意Z轴有无加高)? 4.机台最大载重多少? 5.是手动或气动或油压夹具?是高压还是低压系统? 6.接油方式如何?机台中心出油呢?还是机台顶部供油?还是保压式?需要几进几出油路? 7.分油器需要我们提供吗?需要几通路的?什么品牌的?如果客户提供,那它的分油器是什么品牌的?安装尺寸和方式如何?几通路的? 8.液压站我们提供吗?(若我们不提供,客户液压站供油压力范围多大?) 9.客户方联系人是谁?职务?联系地址?电话?手机?E-mail? 10.客户工艺要求(加工内容、前道工序状态)清楚吗? 11.客户提出定位点、夹紧点、气密点要求了吗? 12.客户提出液压元件品牌要求了吗?(若有,什么品牌?) 13.方案图提交日期如何?
(二)方案讨论 有效的方案讨论是体现团队力量的最佳表现形式。群策群力,设计出最能符合客户要求和具有说服力的方案。 一般包括: 1.定位确定了吗?可行性怎样? 2.夹紧方式确定了吗?可行性怎样? 3.估算夹紧力了吗,夹紧力足够吗? 4.元件型号选择合适吗,有无考虑成本? 5.最后确定夹紧机构。(原则上力求机构简洁有效)
(三)方案图绘制 方案图是描绘定位、夹紧、与机台连接、接油等方式的技术交流载体。方案图不宜过于详细,交代清楚上述承载信息即可。注意以下事项: 1.方案图绘制结束后,根据档案管理员所编制的图号命名; 2.图面列清: a.配合机床品牌,工作台大小,行程 b.夹紧力源形式。(手动,气动,液压还是保压) c.客户提供部件要用醒目字样标出。 d.列出主要市购品名称和品牌。 e.主要机构名称。 f.定位原理和定位方式。 g.夹紧方式。 h.主要外形尺寸标注。 i.夹具数量。 j.一次几工位。 k.主要加工内容。
(四)方案图修改 客户在收到方案图后,会提出一些意见和建议或该变初步的方式。根据新的要求,再次列出存档。注意不要删除原先的档案。很多时候客户在修改过N次后又回到初步的方案上。这一点请谨记。
第二步:组装图阶段 (一)绘制组装图 组立图(3D、2D)中包括结构细化、运动极限位置推演计算、油路(油管)布置、部件相互空间位置排布、标准部品选型、运动部件间隙处防屑处理、容易排屑处理和主要受控尺寸标注。这一步是夹具设计的关键步骤。
1.结构细化。 a.定位检查。定位限制自由度分析,防止欠定位和过定位。 b.定位误差评估。定位误差分析,一般夹具总误差不大于工件最高精度的1/3。 c.夹紧力计算和夹紧机构可靠性评估。夹紧力计算以实际压头处锁紧力为准, 且不可忽视力在机构中传递时会有变化效应。由此来最终选定油压元件型号。另外,夹紧机构应有较好的耐磨性能和稳定性能。 d.结构强度评估。夹具结构应足够强壮来对抗切削扭矩。整体结构力线应闭合。 e.工艺性考虑。机构设计应充分考虑工艺性,最大限度容易加工、装配、测量。比如:空间角度定位块,若分解成两个角度来设计,可大幅降低加工成本和调试、调整时间。又如,压头和压臂分开等将易损件最大限度分离出来,使易损件成本最大限度降低。再如,易损件更换时尽量不动其它部件。以方便维修和更换易损件。 f.标准部品选择的成本观念。夹具零部件,尽量采用标准品。
2.机构推演。 运动机构的各极限位置和运动轨迹,需要进行3D模拟,主要目的是评估机构的运动可行性和防止干涉。
3.油路布置、各零部件位置排布及油路在组装图中的示意。 整体设计前应对油路布置和各零部件位置排布关系大致做到心中有数。这样能起到事半功倍的效果。而不应在各部件设置完成后才考虑油路布置。另外,油压回路中若需要节流阀、减压阀、增压器、油压指示表、蓄能器、方向控制阀(手动开关或无泄露阀)时,也应提前考虑在内。油路排布及各元件位置应在组装图中示意。以便与组装配管。
4.防屑处理和容易排屑处理。 防屑处理主要应用在各运动间隙部位。如不能妥善处理,容易产生卡死现象。一般处理方式有:轴孔配合处,设置防尘圈、受空间限制时可酌情用O型环(安装槽需要放大公差)代替。平面配合处,可用优力胶片(适当加装衬托片)处理。
容易排屑处理的原则是:加工屑尽量少的留在夹具内,尤其是座金上严禁有铁屑存积。一般处理方式为:设置排屑斜面、加装适当钣金。同时要兼顾经济原则,以实用有效为宜。从这个角度来说,采用暗藏式管路才是上策。
5.在2D组立图上应该标注出:主要受控尺寸和主要组装形位公差。以便于组装后检测。
6.将客户提供的刀具图待入3D进行模拟,确定有无干涉。
(二)组装图审核 组立图绘制完成后,需要让客户进行审核。为了便于客户审核,将3D图转e-drawing格式、Autocad(2D)格式和夹具工作及放松状态的照片格式文件。通常需要注意AutoCAD文件的版本需要另存为AutoCAD2000版本,以防客户版本低不能打开文件。
(三)组装图修改阶段 一般客户在收到待审核组立图后,会根据自己的观点和理念对“组装图细节提出意见或建议。针对这些信息,应当以“让客户满意”为原则进行修改。需要特别指出的是,当感觉客户对“待审核组装图”的设计思想和理念没有完全理解时,要与客户及时沟通说明。客户承认并签字回传后,方可进行下一步工作
第三步:拆分零件图与发图前准备工作阶段 (一)拆分零件图 拆分零件图主要包括:尺寸标注、形状和位置公差标注、光洁度要求标注、技术要求编制、材料选用。需要注意以下事项: 1.形状和位置公差和光洁度标注以适度够用为宜,过严要求将会增大加工难度。比如:需等高部件,可标注先留余量,然后配磨。这样会比加严各单件尺寸的加工效率提高许多。
2.材料选用。焊接类部件及不承重的部件,采用A3钢;承重部件,采用45#钢调质处理(HRC30-33);定位销、需滑动配合的部件、座金等的工作表面,需要淬火到HRC52-55。一般采用SKD11。此种材料的价格较贵,而此类部件基本都属易损件。出于制造成本和维修成本考虑,应该最大限度分解此类部件的体积。比如:座金可分解成垫片+垫高块形式。
(二)“材料明细表”和“市购品明细表”编制 同一套夹具的“材料明细表”和“市购品明细表”图号应一致。“市购品明细表”,当需要在出图前定制标准部品时。应编制“出图前市购品明细表”。在编制“市购品明细表”时,应在备注中注明“已购”字样。以防重复。
第四步:零件图会签和审核 零件图在发工前,先由同事间检查会签。会签后交主管审核。主管审核通过后,盖章发工。
第五步:组装、检测、合模阶段的跟踪支持 1.检查组装是否正确。 2.检验夹具能否达到预期设想。如有问题,要及时解决。 3.检查夹具与液压站的连接。
第六步:图面、客户资料整理并存档 夹具合模完成后,整理出3D、2D档案。和客户所提供作为设计依据的所有信息一并交资料室文员存档。至此,设计工作流程基本结束。
第七步:加工过程确实依零件图纸取料及按标准加工工序进行加工 加工过程必须要有过程检验及完成品精测的过程。方可交由组装人员进行组装。
第八步:组装人员依夹具总组立图对每个零件进行组装前的清洁工作。 液压内藏油路需要彻底清洗吹净,方可组装。以防管路残留铁屑导致液压缸损毁。经由用户提供的合模工件。合模完成之后要在加工件上做明显记号并拍照存查,方能装箱出货。
第九步:配合安装调试人员到客户厂配合的重点 1.夹具装箱时的吊装工作要考虑吊装变形及运送过程中的震动造成的变形。 2.夹具上机床前的基板底面与工作台的清洁配合工作要确实。 3.安装调试人员严格禁止操控用户的机床。 4.必须要确认加工件是否与合模工件有差异。(一般客户会有几套模具) 5.教育培训用户操作人员的基本理念。严禁操作人员任意调整液压元件(尤其是顺序阀和增压器)。 6.确认液压源的规格和实际供油压力。
结 语 在每套夹具完成后,回顾一下,这套夹具在总体规划和各个细节上有什么值得今后注意或改进的地方。并作一个备忘录。这样随着日积月累,设计水平才会不断提高。
| 

 发表于 2017-12-8 12:24:31
发表于 2017-12-8 12:24:31



