|
|
钣金装逼犯对侃专业钣金厂主dzbin,侃‘钣金技术’ [复制链接]
[复制链接]
|
|
| |
点评
另外再强调一下产品和服务的价格不是靠成本核算来决定的,而是有市场供给来决定的。
@LIAOYAO 我只是觉得你是错看了dzbin跟恁老厮的关系,那你自己说说你误会了没有啊?
原帖中写的价格核算。对贴中图纸看的不清楚,不知包含哪些东西。
采购一张板,成本多加100元每问题吧。第二想做出合格的产品,至少需要试制10套,图纸至少要经过一次修正,2次修正图纸成本150元没问题吧。第三占用激光切割机半小时费用150元,占用数控折弯机1小时,费用200元。不计
回 duanyz dzbin在‘驳斥‘帖子里提到试制费用要1K,而且不敢正面回复俺在帖的成本分析项目。既然要驳斥别人的说法,俺就掂掂专业钣金厂主的分量是多沉。
duanyz 说的是:dzbin并没有什么报价吧?只是因贴而论。
恁老厮:基础制造业看不到进步迹象; dzbin:就他那件,凭什么否定整个基础制造.本质是没有找到正确的对象,没有给正确的价格.LIAOYAO:,俺看到的是“店大欺客”、看到的是为了一千元营业额可以破口骂客的厂主。那...
楼主理解错了吧?dzbin并没有什么报价吧?dzbin只是因贴而论,两者无任何瓜葛的。
就只有几帖,在首楼里都有链接,要了解就回到首楼去点击帖子
有人找人做钣金件,价格谈好了,做出来的产品质量不好;另dzbin给报了1K的价格,人家按以往发包的经验认为贵了,也没给他做。前者发一帖在感叹,后者发一帖在反驳;俺在后者帖里回复了看法,dzbin对俺回复有意见
| ||
点评
专家还未到场,尚需等候 ^_^
| ||
点评
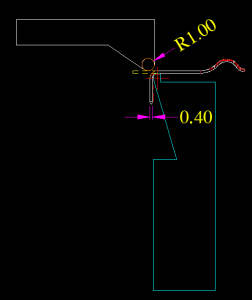
防压痕膜确实没用过,但是我想对于60PCS/min,一天可能要成型50K次的设备,垫一个东西不是好方法吧
最简单的办法就是用普通折弯槽垫上防压痕膜,用的着这么复杂?
材质 C19210 H06M
电镀:0.07μm铜, 0.69μm PdNi, 1.28μm-3.8μm MATTE TIN
冲压后电镀,此工序为二次加工,折弯后压入PCB焊接,对针脚的外观要求很高。
另外再问,这是先冲压后的二次加工件或是电镀板材。谢谢
请给出材质牌号、材料硬度,如果方便还需要镀层底层材料的镀法与厚度、表层材料与厚度。
| ||
点评
那个啥‘垫块防压痕膜不行吗’ ,又是瞎扯淡的对策,也不看看人家的产品尺寸是多大,防压痕膜一上去就将产品全给废了,这种本事可以去当拳民。
出大笑话了吧!还锌层而已。连那位大虾提的表面处理是啥材质都不懂,还有脸去’驳斥“基础制造业看不到进步迹象“ ‘,这个点评就是例证,
伪大神。你一直是高成本解决问题的吗?怕破坏锌层而已,垫块防压痕膜不行吗,几十元一米,可以折NN多刀的。
评分
| |||||||||||
小黑屋|手机版|Archiver|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-12-21 01:14 , Processed in 0.056266 second(s), 15 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.


 发表于 2016-5-7 18:47:57
发表于 2016-5-7 18:47:57


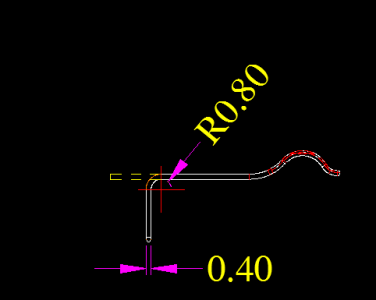 图1,折弯件如图,要求外周刮擦不能破坏镀层,折弯尺寸公差在0.1mm以内; `/ e( k1 Q2 b' l5 Y
图1,折弯件如图,要求外周刮擦不能破坏镀层,折弯尺寸公差在0.1mm以内; `/ e( k1 Q2 b' l5 Y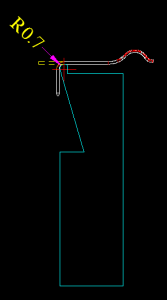
 楼主
楼主