| - {0 c7 N# c. n1 q! G
, Z5 {0 z5 P% {) ~8 m/ \当选择一把立铣刀做特定的铣削操作时,需要考虑许多因素以确保操作成功。
刀具的材料
刀具的材料(刀具本身的物质)是刀具的主要特性,不论刀具是否具有涂层或是刀具成本有多少,对于您的铣削操作它都起到至关重要的作用。
高速钢(HSS):高速钢是最基本最普通的刀具材料,多用于老式磨床用作简单、短期的操作。高速钢材料的刀具不如高速钢-钴合金以及硬制合金材料的刀具那样,具有转速和进给量上的优势。
高速钢-钴合金:往普通的高速钢中掺入8%含量的钴而制成的刀具,其硬度要比纯高速钢材料大,这样转速、进给量以及价格方面都会比后者有所提高;当然,即使提高后也远不能和硬制合金材料的刀具相比。
硬制合金:硬制合金刀具的运行速度要比高速钢和高速钢-钴合金刀具快2至2.5倍,实际上也提高的生产的效率和产量。如果您正在使用或打算使用硬制合金刀具,请注意以下几点:
确保您的刀具具有一个牢固结实的接轴,使其连接在刀架上不发生移动。因为,硬制合金刀具质地较脆,而且转速较高,如果连接不牢固很容易发生断裂。
最初购进硬制合金的成本也许要比前两者高,但使用它在生产中效率很高,而且使用期效长,又节约了更换的费用;整个算下来,其创造的利润远大于其成本。
硬制合金刀具比高速钢刀具更易受切削碎料的影响,操作时要格外小心。
刀具的参数
需要根据具体的操作来选择合适的端铣刀参数。以下是一些需要考虑到的基本要素:
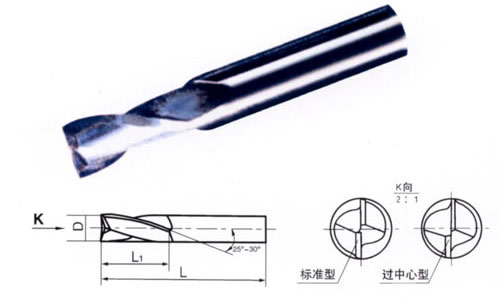
刀具总长:如果操作允许的话,尽量使用较短的端铣刀以减小铣削过程中的偏差。所以尽可能选用短型端铣刀以节约刀具成本。
标准型:根据特定操作选择
长型:根据特定操作选择
短型:适合加工任何需要深度进给量的材料,极大的减小了铣削过程中的偏差。
刀槽的数目:刀具刀槽数目的增多会使切屑不易排出,但能在进给程度不变的情况下提高加工表面的质量。二槽和四槽刀具较为常见。
二槽:具有最大的排屑空间。多用于普通的铣削操作和较软材料的铣削操作。
三槽:非常适用于开孔操作,也适用于普通的铣削操作。排屑性能和加工质量介于中间。
四槽:适用于较硬的铁金属操作,加工质量较高。
六槽和八槽:大数目刀槽的刀具排屑能力减小,而成品的表面质量有了提高。这样的刀具特别适合做最终成品的加工。操作前要清除掉杂屑污物。
& G$ ^& D3 n: O6 K" m* u$ Z! }# O/ b$ O) C- V9 W" t: L
# O2 d3 y7 T: |# U1 Y3 \1 h
( U( u \& K- B4 h& G# l
: K7 Y& [4 N) p$ P0 t# j* O| 刀面角(前角):一般端铣刀的具有10-12°的正刀面角,这样比较适合切削软质、粘质以及高韧强度的材料。要根据所加工的材料调整刀面角。在选择刀面角(前角)的同时,也要考虑到刀具的间隙角(后角),以直接增加切削刃后的力量。 | ( r- p6 C' M+ a0 I
( G' g- n' |. Q8 }8 Z" e) K2 C! c| 螺旋角:一般端铣刀的螺旋角通常在30°左右。更高的螺旋角有利于切屑的排出,比较适合用于像铝这样材料的快速铣销加工。 | | 

 发表于 2006-5-27 18:22:54
发表于 2006-5-27 18:22:54
 楼主
楼主 发表于 2007-9-5 08:41:04
发表于 2007-9-5 08:41:04