钢铁工作室 发表于 2014-9-11 21:57  , B8 Z; l ?" R7 a9 ~ , B8 Z; l ?" R7 a9 ~
上个图来看看,应该不是你想象的那么难.看有没好方案.
 % d" r4 E" J! N % d" r4 E" J! N
 $ q. W# x" F, i $ q. W# x" F, i

, f m$ G, ~* K3 y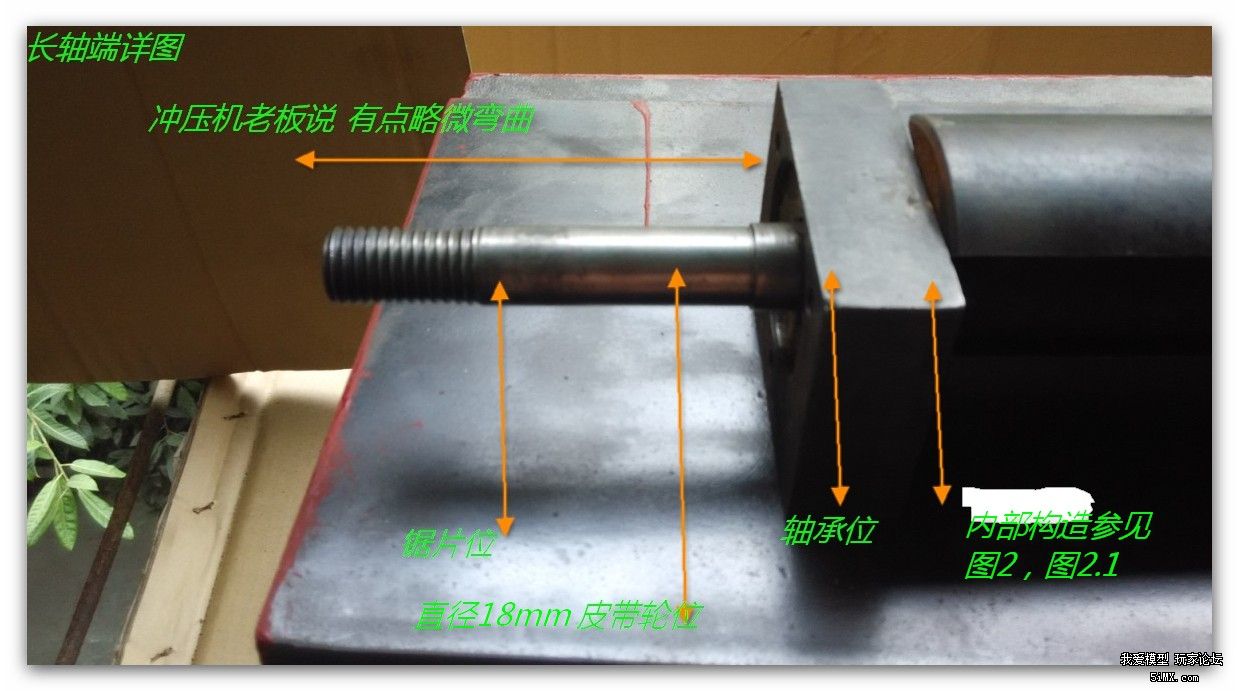
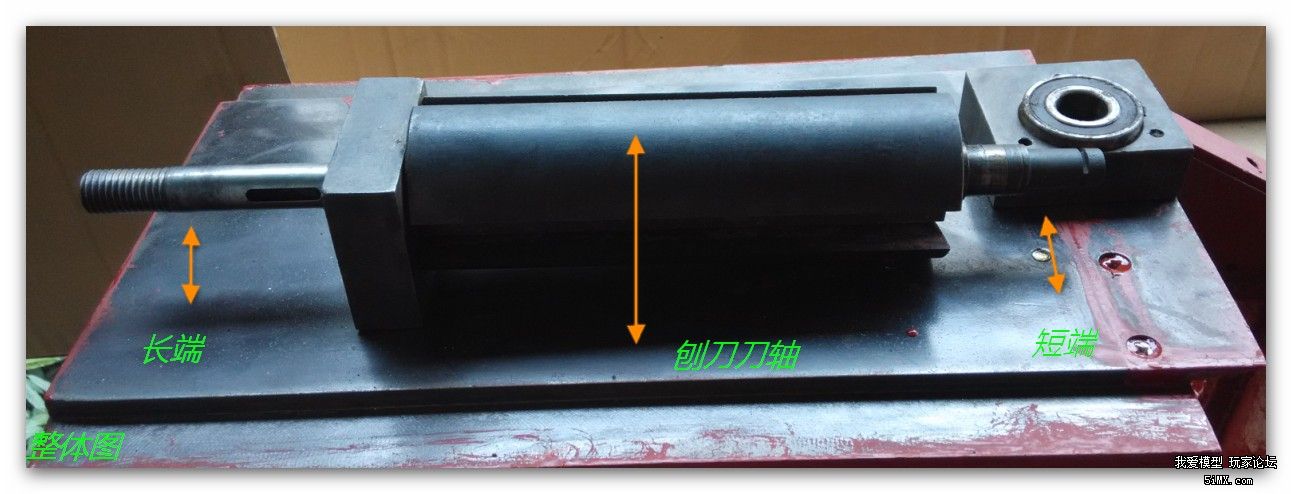
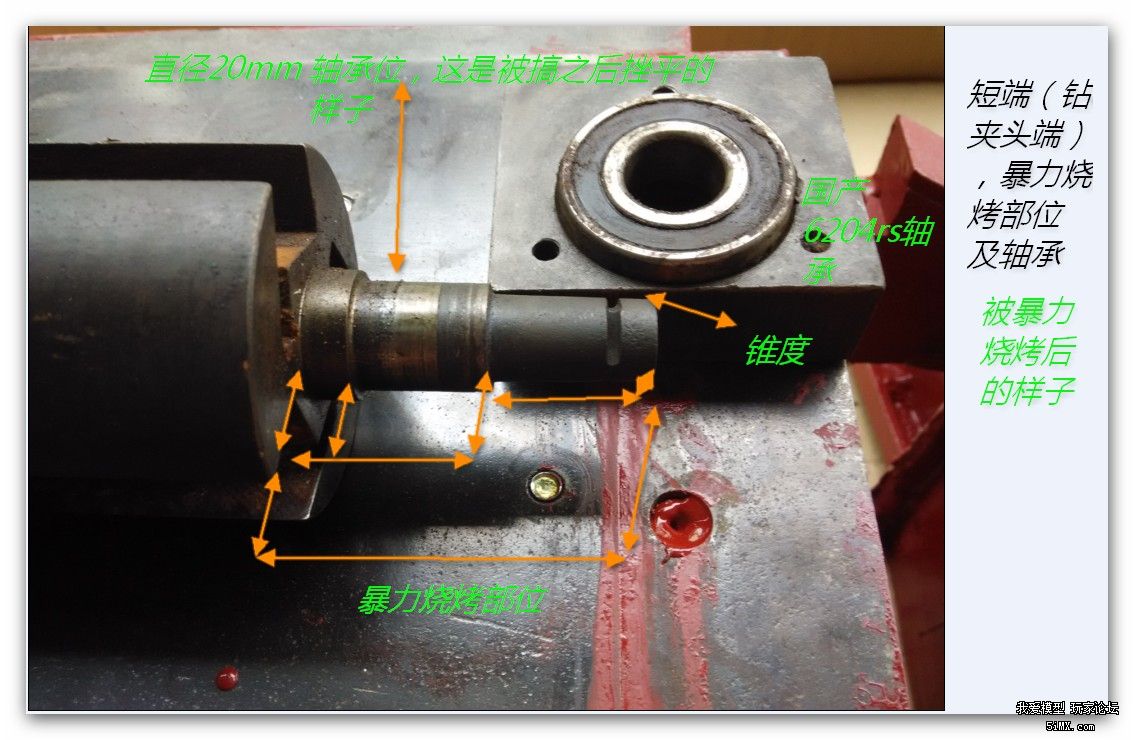
3 n5 W- c; ^7 Y+ k/ J具体情况是这样的:台刨整体摔了下,国产6204rs轴承应该没坏,出头的轴弯了,大概钻夹头的那个锥度短端变歪接近摔平的样子(锥度应该是上b16钻夹头或者最大b22,锥度值查表0.04995-0.0502,不知道锥度值和角度怎么换算的),同侧轴承位目测未见变形,仅用游标卡尺尺身紧靠发现有一次贴合不是很紧密有点点漏光(不排除差错)。9 Q: i2 p; T4 U5 Z! v
然后上贴求教,诸位大神尚未显灵,急性子人,心慌方啊,拿去叫熟人老师傅帮我看看怎么搞,能不能搞,能不能车床挤正,要是轴承位是好的直接切掉钻夹头柄即可,反正只用刨床功能。去了看见熟人和工人夹模具在钻孔,心说帮忙搭把手...等我回过头来,他已经把长端夹好了(而且偷懒卡盘没有夹在刀轴最粗靠近短端处),短端被用割枪烧的红艳艳........顿时心在滴血啊,我擦,还想提速到8000rpm用的,这下原来的5500说
, M: F, K# C. m/ [5 m {- N; y不定都完蛋了。。。据我所知,国标标准都是要45#钢以上Gcr15什么的全套热处理的。。。我说:好像刨轴都是热处理的哇,他看我脸色可能不好看(估计是绿的),说:我看你这个也没咋个热处理。。。我想都是熟人都这样了,搞就搞吧,死马当活马医,口吐白沫,吐槽无力,惨不忍睹偏过头去没看了......最后他浇了点切削水在烧红的短端上,取下来套不上原来轴承,轴承位被一种车刀柄顶部带轴承的挤压工具挤压变形了,最后又拿上去锉刀挫平,千分尺测了两下(一问,百分表表的神马都没有,lztm不干金工为了给母后大人做个床都买了带座百分表好吧),据他说就多2丝(到底中心正不正就不知道了), 听说skf Explorer高速轴承游隙为了防抱死还要比普通轴承游隙大一点的。。。高速肯定泡汤了: p+ ]9 q. N9 ?9 v' R
今天拿去冲压机+三角槽铁,可能老板嫌麻烦,直接说做不了。。。而且说长轴端也有点弯。。。。。
) ^- r% p$ _" y4 B2 t* F打表,双尖顶 50-60丝,夹住单边轴承位,测量对侧轴承位,20-30丝
1 i$ T; f& h, v* q( Q$ e: K. j+ l+ P0 e5 e: N/ X0 ~
2 h5 h4 ?3 d/ }# T2 P% n |


 发表于 2014-9-8 22:00:12
发表于 2014-9-8 22:00:12
 楼主
楼主