|
-—社区新特优产品推荐:华菱超硬非金属粘合剂超硬刀具 华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案: 1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】 2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】 3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】 4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】 更多资料见官方网站:http://www.hlcbn.com ! m3 N3 t+ D. F9 j
3 b: ^, F) ?% S, @. x- j华菱超硬公司简介:原河南超硬材料研究所,国内超硬刀具生产基地,在立方氮化硼刀具间断切削领域,引领着世界一流水平,在超硬刀具学术界享有很高声誉,是目前国内唯一一家非金属粘合剂CBN刀具,抗冲击能优异,且与目前普遍使用金属结合剂的氮化硼刀具相比,其优势在于:避免了因加入金属结合剂导致的氮化硼刀片易碎裂和耐用度的降低。华菱超硬刀具: 1,CBN刀具行业唯一国产化品牌。 2,硬材料加工行业用户中最知名的刀具品牌。 3,“量体裁衣”式服务,专业、高效。 4,致力于高硬度切削和高速切削领域完整的刀具产品及方案设计。 刀具材质牌号及优势: | | | | | 适用于灰铸铁和耐磨合金铸铁材料的连续精加工,如制动鼓、刹车盘、飞轮、缸套等工件的精车和高硬度铸铁材料的精加工。 | | 适用于灰铸铁、球墨铸铁,粉末冶金材料的高速精加工,且适合高速精镗孔。 | | 适用于硬钢材料的连续精加工或轻微断续精加工,如“以车代磨”齿轮、轴承等。 | | 适用于硬钢材料的中/强断续精加工和超高速精加工,如各种仿形轴件和高精密齿轮、轴承的车削和小型内孔的加工。 | | | 追求高的抗冲击性能,针对高硬度短铁屑工件研发,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗加工高硬度铸铁件如高铬合金,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件行业。 | | 抗冲击性和耐磨性的完美平衡,可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、大型铸钢件、淬火钢、氮化钢、渗碳钢材料的加工。 | | 追求高耐磨性和适当的抗冲击性,适合于灰铸铁、球墨铸铁、合金铸铁及粉末冶金材料的高速精加工,且适合高速高效镗削、铣削加工, |
备注:其他材质新牌号,恕不另行通知;金属切削方面的加工难题,我们均可尝试为您解决。
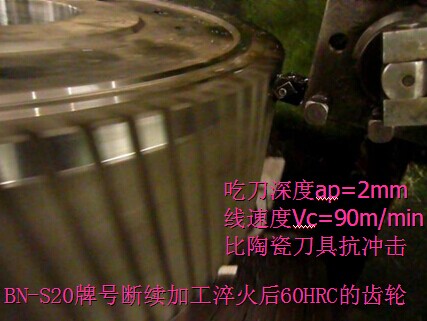
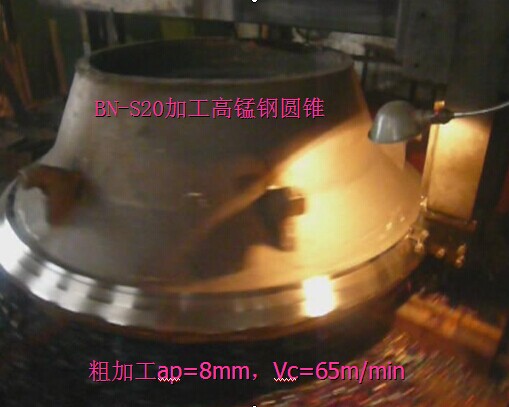
% L! K/ ? x" i! _; g5 G, P 应用案例一:加工高硬度钢件的刀片材质牌号及性能优势: BN-S20牌号:粗精车HRC45—79硬度的高硬度钢件。如对热处理后高硬度高速钢,Cr12MoV模具钢,GCr15滚动轴承钢,9SiCr工具钢,45钢,40Cr,42CrMo,20Cr,15CrMo,65Mn等热处理后高硬度钢件。也可对铸态耐磨钢件ZGMn13进行进行拉荒粗车,可对热处理高硬度钢件进行大余量粗加工,能承受强断续切削,是目前广泛受用户使用的一种超硬刀具。刀片实例和加工案例如下图【属于机夹可转位刀片】: : t3 B1 ? p+ m1 w
7 E2 Y' }3 _! f; }( W/ r: _
+ D+ ~, `3 R# t5 f
; z, D& I0 N; f' o- @* Z
, G/ |% j r% ?. y4 e- G8 r' N& z5 x; Y2 q* ^2 b. _; t8 C
配用刀排和铣刀盘如下图(BN-K1,BN-S20,BN-S30牌号机夹刀片配用刀排和刀盘如图) :6 o; e' B1 U* D7 W) @( [& u+ F
8 y# q3 K; w8 \) N, ~2 R; W( D% F5 F e, \% G' u
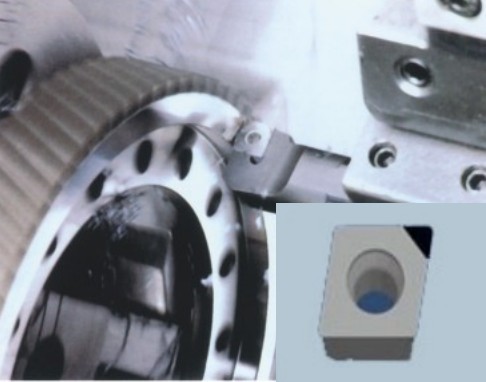
BN-H20牌号:适合高速精车HRC45—HRC68硬度的高硬度钢件,如对,40CrMo,20CrMnTi齿轮热后硬车削;BN-H20采用陶瓷基结合剂,导热率更高,适合对热处理后高硬度钢件如淬硬钢,氮化钢,渗碳钢等进行高速精加工。BN-H20牌号精加工刀片实例如下图:
& q v5 z; b! }) i ; V* Z( j6 x4 p5 h" p/ n
9 s7 _1 u4 e" p7 |2 t' V1 T) ~
; E- F$ u7 J' f6 S u0 ^% DBN-S20和BN-H20牌号加工高硬度钢件切削参数
备注:高硬度钢件包含但不局限于淬火钢和耐热钢件材质,譬如模具材料最常用的H13,T10钢,硬度一般在HRC45~HRC68之间,部分氮化钢在HRC65以上,均可采用BN-S20或BN-H20牌号加工。 使用说明:在加工此类高硬度钢件时,如果加工余量小于0.5mm常采用BN-H20牌号,当加工余量大需要粗精车一把刀或者强断续切削时采用BN-S20牌号。 9 q0 @' b. A s$ q* m/ \: ]
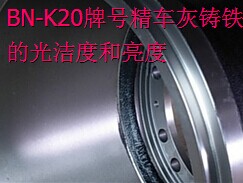
应用案例二:加工高硬度铸铁材料的刀片牌号及使用说明 铸铁件上的硬质点、气孔、表皮激冷层、夹砂等确实给加工过程带来一些问题,加快了刀具的磨损或造成刀具破损,特别在流水线上大批量加工铸铁件时,刀具的破损或快速磨损会打乱流水线的工作节拍,降低生产效率;大型铸铁件表面精加工时,中途换刀会影响加工质量,如白口铸铁、高铬铸铁等材质的矿山、建材、冶金机械配件均为抗磨铸铁。华菱超硬2007年推出可粗加工HRC35-HRC68高硬度铸铁的高韧性高硬度刀具牌号BN-K1,自此,刀具在高硬度铸铁件的粗加工方面取得了的跨时代的意义。而BN-S30牌号刀具的研制成功,在加工耐磨铸铁的减磨铸铁领域如HT200、HT250、QT600、QT700、QT800等取得重大突破,其耐磨性能和硬度更高,适合以更高的速速度来提高灰口铸铁和珠光体球墨铸铁的加工效率。如下图:
, k3 s1 c8 Y5 e5 `0 Z, z4 S' I" _8 w" Y, x+ Q
$ q6 @, T" f j. N: t" M3 p) r. F3 |4 V9 b, U. a! j! C0 ~9 v' Z) ]4 p
高速加工铸铁的切削参数及对应刀具牌号 联系华菱超硬: 用户需要和服务:0371-6798 6978; 0371-6798 6080; 经销商管理:0371-5562 7207 技术咨询:13733199315 传 真:0371-67981990 地址:河南省郑州市高新区樱花街5号
7 E, r# \9 ?2 t; s8 Y0 C
2 M% s2 q* M8 h |  [复制链接]
[复制链接]



 发表于 2014-7-1 19:35:47
发表于 2014-7-1 19:35:47