|
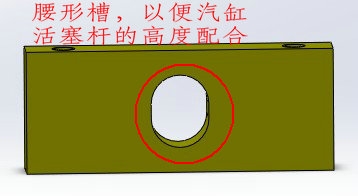
我的创业梦想(二)——基础何其重要 上一篇帖子“我的创业梦想(一)——路在何方?”提到了所做的设备,如今设备已交付客户,使用一星期后,开始出现了一些问题。 问题叙述: 1. 刀具刀刃无崩口,但刃口明显钝了,就像拿菜刀砍硬骨头后那种情况。 此刀具主要用于切脚机上对电子线路板引线脚、元件脚或者LED灯脚等插件的切削作业。小弟对材料不熟悉,而且热处理更是七窍通了一窍,选了CR12MOV作为刀具材料,经过热处理后60HRC. 小弟分析原因,认为刀具之所以出现变钝,是因为: (1)材料选用不对;(2)机加厂所用材料是不合格材料甚至是劣质材料;(3)机加厂热处理后没达到所需硬度要求。 不知道大侠们有何高见,跪求指点一二! 另外,类似剪切类刀具一般采用哪种材料?热处理如何?哪种性价比较高。 2. CR12MOV的刀具在A3的表面来回滑动,A3磨损极其严重。 小弟认为原因有二:(1)A3钢太软,不耐磨;(2)没有润滑(同事装配时没有加润滑油);(3)刀具棱边应该设计成圆弧。见图 另外,请教各位大侠:在没有浮动接头的情况下,汽缸活塞杆如何跟刀具连接才能减少汽缸活塞的磨损,同时刀具能很好地在滑道上滑动,当汽缸活塞杆高度有小量变化时应能很好的来回运动。 或许以上都是很基本的问题,都是很基础的东西,但是,这正是类似小弟这样的人的短板,让前辈和各位大侠见笑了,同时请各位大侠不吝赐教。" J7 k1 A+ z1 l3 @
    1 s% P1 C1 d% w" V4 S 1 s% P1 C1 d% w" V4 S
 % ^! q5 O1 K; k: W0 c( Y+ m( x % ^! q5 O1 K; k: W0 c( Y+ m( x
 | 

 发表于 2013-11-18 19:17:06
发表于 2013-11-18 19:17:06