|
29145| 71
|
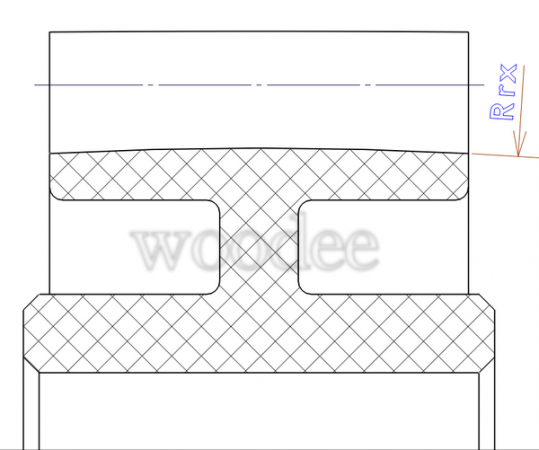
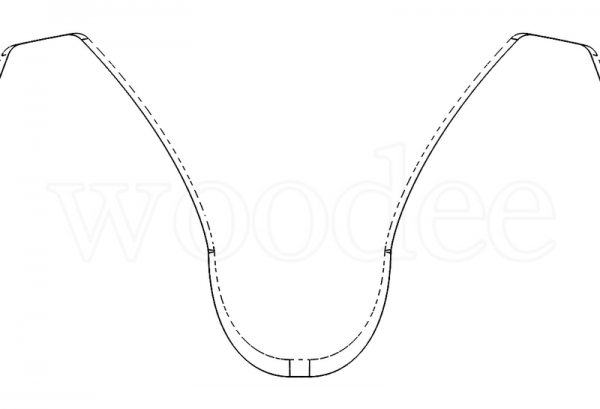
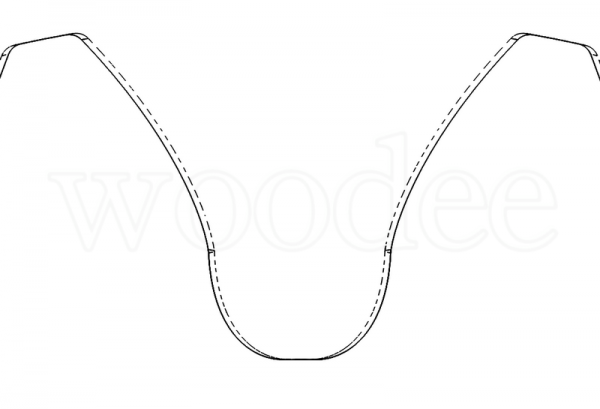
精密塑胶圆柱齿轮鼓形修型的工艺原理 |

点评
非常不错的东西!楼主有心了!!!
评分本帖被以下淘专辑推荐:
| ||
|
| |
评分 | ||
| ||
|
| |
| ||
评分 | ||
| ||
|
| |
小黑屋|手机版|Archiver|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-4-26 18:49 , Processed in 0.065321 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.


 发表于 2013-9-10 10:58:22
发表于 2013-9-10 10:58:22
 0 r( ^, h0 d" T
0 r( ^, h0 d" T
 * {! S( K: E: x' D8 u2 m' s+ I
* {! S( K: E: x' D8 u2 m' s+ I 楼主
楼主
 7 b4 c6 F u, ?, @1 Z, c. N. @8 C
7 b4 c6 F u, ?, @1 Z, c. N. @8 C
 4 J7 P% E8 j3 f1 _
4 J7 P% E8 j3 f1 _
 ! T! x* y( I; |' u0 P. k/ U5 K
! T! x* y( I; |' u0 P. k/ U5 K + g3 ]+ V( R7 s/ B3 { ~& `! Z! J
+ g3 ]+ V( R7 s/ B3 { ~& `! Z! J / \$ }+ l3 G" c
/ \$ }+ l3 G" c