|
|
本帖最后由 目成 于 2011-4-29 21:57 编辑 & {4 n+ W6 P) e2 H$ X) I
. Q. [7 u1 s0 ^' H5 e4 I. t
在标准球面渐开线齿轮副基础上,取分度线中点附近一定角度的剖截面,与齿面所得截线即为成型刀具基本刃形。
* W' l2 g- h. t! K/ s刀具走的轨迹是一圆弧,如下图动画示(网页慢,下载后用ACDsee观看效果好):
) _2 V& x0 F, M( p2 }
5 Q) C6 z7 ]# B, q
! \' U7 L) }( N; F" I* @1 q然后再根据啮合痕迹结果,对原齿轮副进行修形;反复调节几次,发现可以得到很理想的接触痕迹,特别是对模数小于1的锥齿轮,模数小于0.5的,效果更佳。5 Q, e# c- d$ \( Q3 P
0 r2 F0 a3 z$ m
听有的朋友说,也拿成型刀铣锥齿轮。我想请教一下:5 [0 F& Q; O6 Z% v) E* N R
1. 采用的是哪种方法?单面铣还是双面铣?& m$ t' `+ h& n1 k6 Z+ D
2. 有否预测接触区、啮合痕迹?
9 ?$ e5 n' [; a3. 精度能达到几级?2 b2 z, s& R, | Y4 Q& Q
* p9 ^8 {6 t% e
希望不吝赐教!
+ J0 I; _! ] z) p M* u& w/ y" s2 U1 j2 }. h3 |
例如:M=0.5,Z11:Z10,直锥齿,20000rpm。怎样的成型法加工,才能保证齿形从而噪音、寿命的要求?
5 i) S) T3 B9 F- z外形图:
5 ^9 x( f3 |2 \1 r- s* g! ], i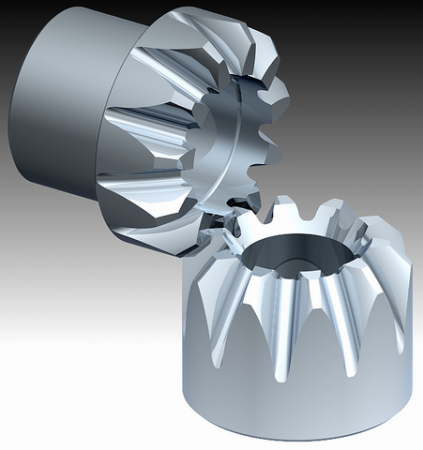
9 e$ l& d* I/ j _% o8 @) h) y& }
% T; N' m& \* P& @% G6 ?/ V我用此成型刀弧线法加工,可以得到很好的效果如下图。
) j2 M) A, g/ {1 k原型的接触痕迹:
( f4 c* b& I4 ~) @- f- ~
! }/ w- m# E3 C$ G. s* }1 [) J
/ @0 Y4 {; T/ a p$ E2 U; Q零件的接触痕迹:
- H7 T, A' m) e |3 y % \$ l0 h, G, ?" Z; a8 v0 p % \$ l0 h, G, ?" Z; a8 v0 p
0 _3 c# O- Q% ?( H& p- `麻烦在于,成型刀得特制。不知诸位还有没有别的好办法?" N: G2 _% U0 B! Z! X
|
本帖被以下淘专辑推荐:
- · 基础|主题: 801, 订阅: 88
- · 收藏|主题: 244, 订阅: 25
|


 发表于 2011-4-29 21:55:56
发表于 2011-4-29 21:55:56

 楼主
楼主
 $ \' x6 x7 w+ g/ ]: E9 h
$ \' x6 x7 w+ g/ ]: E9 h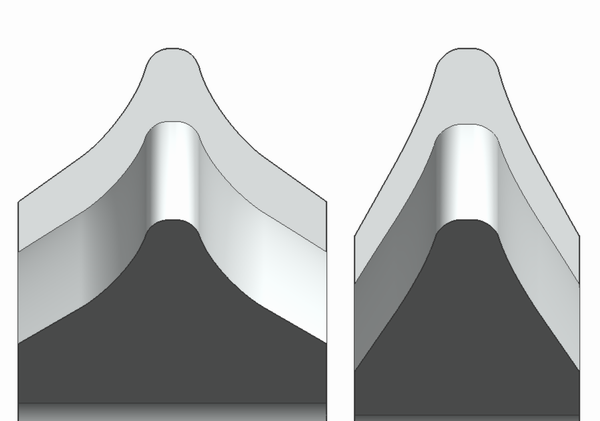 3 o; X5 ]: K' ]4 b% {( v
3 o; X5 ]: K' ]4 b% {( v ,不过后来发到国外也在用4 k5 Q9 J/ y+ d# {$ o/ V5 c2 b3 q
,不过后来发到国外也在用4 k5 Q9 J/ y+ d# {$ o/ V5 c2 b3 q