|
3585| 6
|
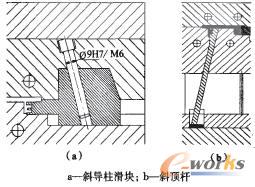
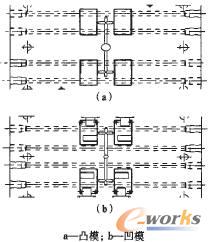
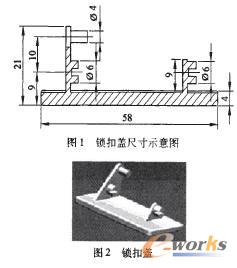
[模具设计]汽车锁扣盖注塑模具设计 |
| ||
| ||
小黑屋|手机版|Archiver|机械社区 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-2-26 05:33 , Processed in 0.056649 second(s), 15 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.


 发表于 2009-7-31 09:27:07
发表于 2009-7-31 09:27:07
 8 X6 w* s: _4 ]( [) |/ x7 o0 I
8 X6 w* s: _4 ]( [) |/ x7 o0 I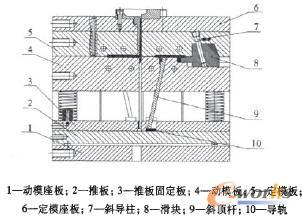
 # t" K3 l. P0 Q) H
# t" K3 l. P0 Q) H