|
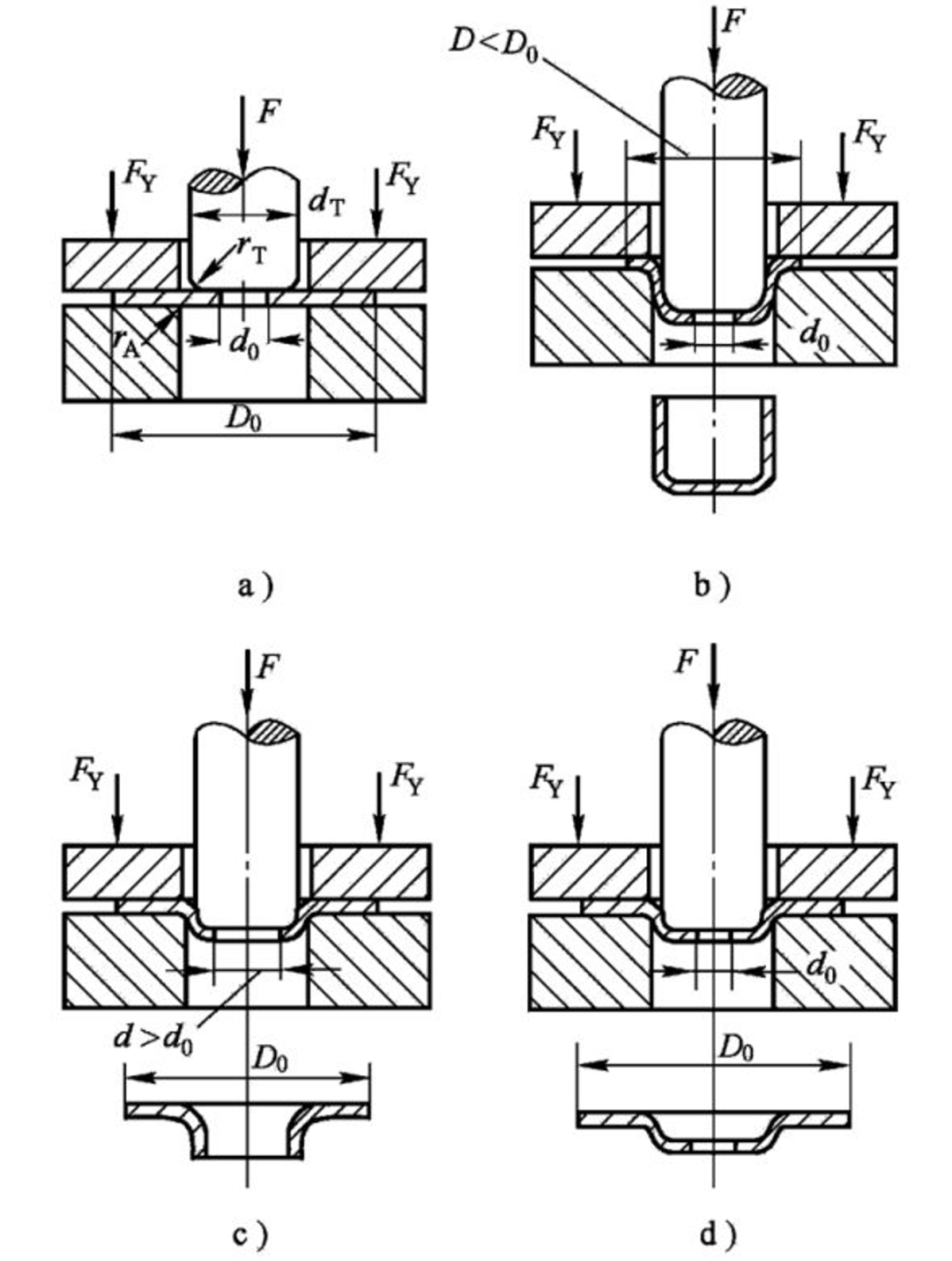
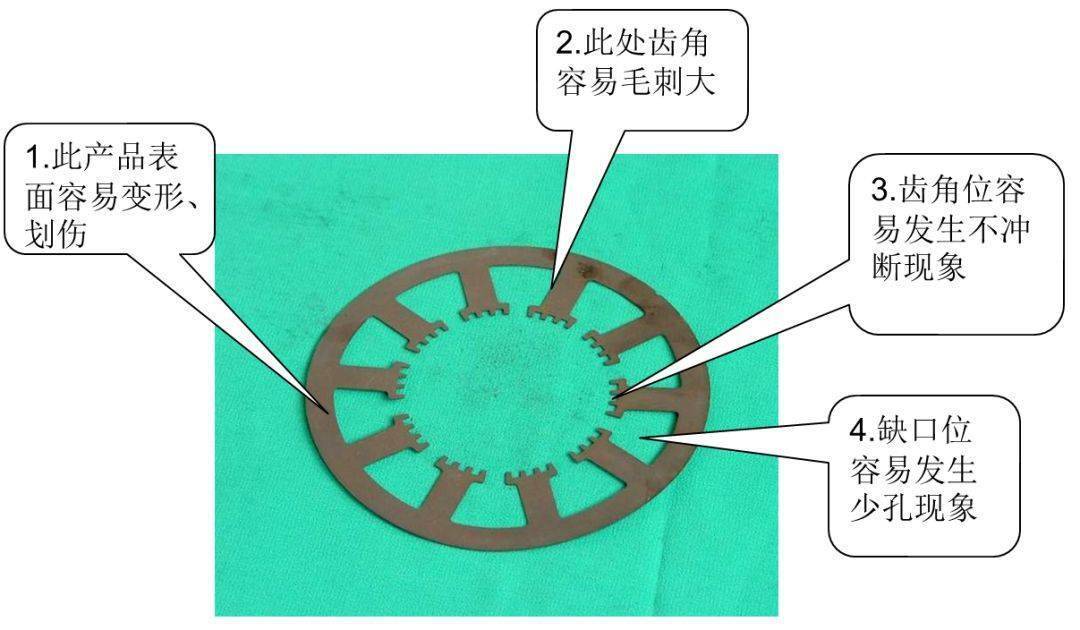
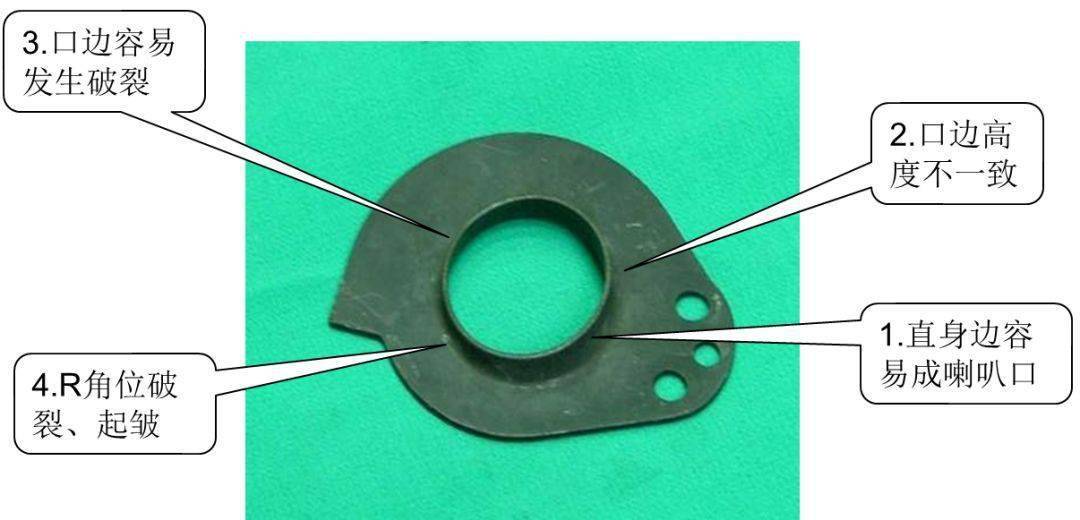
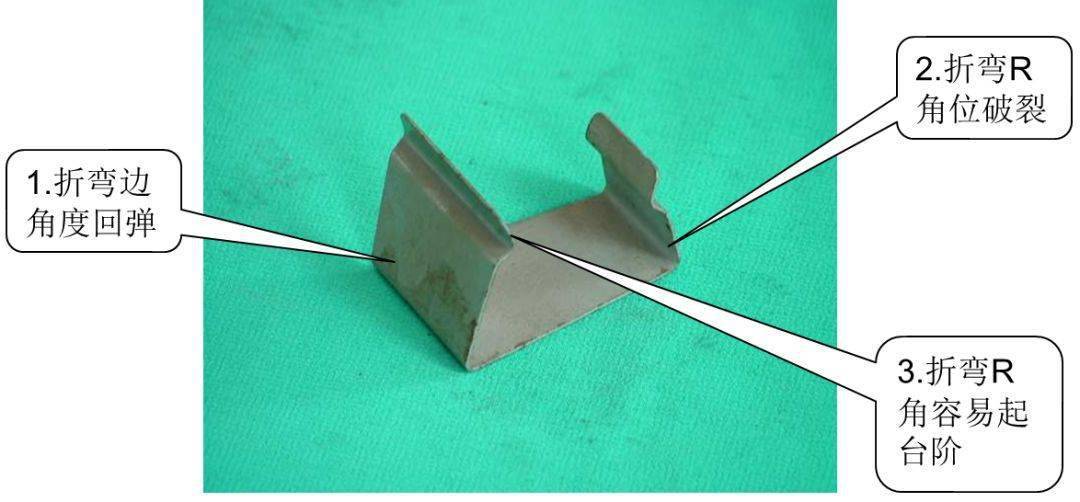
冲压模具是在冲压加工中,将材料加工成零件(或半成品)的一种特殊工艺装备。 根据工艺性质分类:冲裁模、弯曲模、拉深模、成形模等。 根据工序组合程度分类:单工序模、复合模、级进模。 a)成形模 b)拉深模 c)翻边模 d)胀形模 冲压生产的三要素:合理的冲压工艺、先进的模具、高效的冲压设备。 1. 落料、冲孔、修边 缺陷:毛刺过大、变形、表面划伤、尺寸不符、少孔等 1)毛刺过大:凸凹模间隙过大或过小;刃口磨损;导向精度差;凸凹模位置不同心等。 2)变形:孔距太小;压料板与凹模型面配合不好;间隙过大等。 3)表面划伤:操作时有拖、拉等现象;板料在剪切过程中划伤等。 4)尺寸不符:上料不到位;定位装置损坏或松动,位置窜动等。 5)少孔:冲头折断;冲头长度不够等。 落料、冲孔、修边产品容易产生缺陷位置 2. 拉延 拉延产品容易产生缺陷位置 3. 翻边 缺陷:翻边不垂直、翻边高度不一致、翻边拉毛、翻边裂等。 1)翻边不垂直:凸凹模间隙过大。 2)翻边高度不一致:凸凹模间隙不均匀;定位不准;落料件尺寸不准。 3)翻边拉毛:刃口有伤痕;零件表面有杂质;刃口硬度太低。 4)翻边裂:修边时毛刺大;凸凹模间隙太小;翻边处形状有突变。 翻边产品容易产生缺陷位置 4. 折弯 缺陷:折弯角度不合格、折弯边破裂、折弯R角处有台阶等。 1)折弯角度不合格:凸凹模间隙过大、凸凹模配合角度不匹配板材料厚薄不一。 2)折弯边破裂:凸凹模间隙过小;折弯角度过小;冲裁力过大速度过快;板材料偏硬。 3)折弯R角有台阶:凸凹模折弯角过大;外R角过大;折弯力过小。 折弯产品容易产生缺陷位置 5. 废料跳穴 1)冲头长度不够,按冲头刃口切入凹模一个料厚加1mm更换冲头; 2)凹模间隙过大,割入子减少间隙或用披覆机减小间隙; 3)冲头或模板未去磁,将冲头或模板用去磁器去磁。 6. 废料堵穴 1)落料孔小或落料孔偏位加大落料孔,使落料顺畅; 2)落料孔有倒角,加大落料孔去除倒角; 3)刀口未放锥度,线割锥度或反面扩充孔减小直壁位长度; 4)刀口直壁位过长,反面钻孔,使刀口直壁位缩短; 5)刃口崩,造成披锋大,堵料重新研磨刃口。 7. 披锋不良 1)刃口崩,造成披锋过大重新研磨刃口; 2)冲头与凹模间隙过大,线割入块,重新配间隙; 3)凹模刀口光洁度差,抛光刀口直壁位; 4)冲头与凹模间隙过小,重新省模,配间隙; 5)顶料力过大,反向拉出披锋换弹簧,减小顶料力。 8. 切边不齐 1)定位偏移调整定位; 2)有单边成型,拉料加大压料力,调整定位; 3)设计错误,造成接刀不平重新线割切边刀口镶块; 4)送料不准调整送料器; 5)送料步距计算有误重新计算步距,重定接刀位。 9. 冲头易断 1)闭合高度过低,冲头切入刀口部位过长调整闭合高度; 2)材料定位不当,造成冲孔冲头切单边,调整定位或送料装置因受力不均断裂; 3)下模废料堵死刀口,造成冲头断重新钻大落料孔,使落料顺畅; 4)冲头的固定部位(夹板)与导向部位修配或重新线割入块使冲头上下顺畅(打板)偏移; 5)打板导向不良,造成冲头单边受力重新修配打板间隙; 6)冲头刀口太短,与打板干涉重换冲头,增长刀口部分长度; 7)冲头固定不好,上下窜动重新固定冲头使之不能上下窜动; 8)冲头刃口不锋利重新研磨刃口; 9)冲头表面拉伤,脱料时受力不均重新换冲头; 10)冲头过细,过长,强度不够重新换冲头类型; 11)冲头硬度过高,冲头材质不对更换冲头材质,调整热处理硬度。 10. 铁屑 1)压筋错位重新计算压筋位置或折弯位置; 2)折弯间隙过小,挤出铁屑重新调整间隙,或研磨成型块,或研磨成型冲头; 3)折弯凸模太锋利修R角; 4)接刀口材料太少重新接刀口; 5)压筋太窄重新研磨压筋。 11. 抽芽不良 1)抽芽底孔中心与抽芽冲子中心不重合造确定正确中心位置,或移动抽芽冲子位置,或移成抽芽-边高-边低甚至破裂动预冲孔位置,或调整定位; 2)凹模间隙不均匀,造成抽芽-边高-边修配抽芽间隙低甚至破裂; 3)抽芽底孔不符合要求,造成抽芽高度及重新计算底孔孔径,预冲孔增大或减少直径偏差,甚至破裂。 12. 成型不良 1)成型模凸模太锋利,造成材料拉裂成型凸模修R角,刀口处适当修R角; 2)成型冲头长度不够,造成未能成型计算冲头正确长度调整冲头实际长度以达成型要求; 3)成型冲头过长,成型处材料压变形,甚确定冲头正确长度,调整冲头实际长度以达到要求至冲头断裂; 4)成型处材料不够造成拉裂计算展开材料,或修R角,或降低成型高度; 5)定位不良,造成成型不良调整定位或送料装置; 6)成型间隙太小造成拉裂或变形调配间隙。 13. 折弯尺寸 1)模具没调到位造成角度误差导致尺寸偏调整闭合高度不良或角度差不良; 2)弹力不够造成角度不良导致尺寸偏差换弹簧; 3)材质不符合要求造成角度不良导致尺寸换材料或重新调整间隙偏差; 4)材料厚度偏差引起角度不良导致尺寸偏确定料厚,换材料或重新调整间隙差; 5)定位不当导致尺寸偏差调整定位使尺寸OK; 6)设计或加工错误造成折弯公拼块间有间補焊研磨,消除拼块间的间隙,导致折弯尺寸小; 7)成型公无R角,在角度及其他正常情况成型公修R角下折弯高度偏小; 8)两边折弯尺寸偏大加压筋; 9)单边折弯拉料造成尺寸不稳定加大弹簧力,调整定位; 10)间隙不合理,引起角度不良和尺寸偏差修配间隙; 11)折刀高度不够,折弯冲头合入折刀太短增加折刀高度,使折弯冲头尽可能合入折刀部队位造成角度不良多一些; 12)折弯时速度太快,造成折弯根部变形调整速比控,选择合理转速; 13)结构不合理,折刀未镶入固定模板,重新铣槽,将折刀镶入模板冲压时,造成间隙变大; 14)成型公热处理硬度不够,造成压线崩或重制成型公压线打平。 14. 不卸料 1)定位不当或送料不当调整定位或送料装置; 2)避位不够修磨避位; 3)内导柱拉伤,造成打板活动不畅更换内导柱; 4)冲头拉伤或表面不光滑更换冲头; 5)顶料销摆布不合理重新摆布顶料销位置; 6)顶料力不够,或脱料力不够更换顶料弹簧或脱料弹簧; 7)冲头与夹板打板配合不顺畅修配打板和夹板使冲头配合顺畅; 8)成型滑块配合不畅修整滑块与导向槽使之配合顺畅; 9)打板热处理不适,冲压一段时间后变形重新研磨打板,矫正变形; 10)冲头过长或顶料销长度不够增加顶料销长度或换用长度合适之冲头; 11)冲头断更换冲头; 12)模板未云磁,工件往上带给模板去磁。 15. 送料不顺 1)模具没架正,导致料带与送料器及模具重架模具或调整送料器不在同一条直线上; 2)料带不平调整校平机或更换材料; 3)不卸料造成送料不顺参照不卸料解决对策; 4)定位太紧调整定位; 5)导正销太紧或直壁位太长调整导正销; 6)冲头固定不好或太长与料带干涉换长度合适之冲头重新固定; 7)顶料销太短,料带与成型入块相干涉调整顶料销长度,避免干涉; 8)浮升块位置排配不当调整浮升块位置。 16. 铆合不良 1)模具闭合高度不当铆合不到位调整闭合高度; 2)工件未放到位,定位偏差调整定位; 3)铆合前工件不良确认抽芽孔,参考抽芽孔不良解决对策处理确认铆合孔是否倒角,如无倒角则增加倒角; 4)铆合冲头长度不够换用长度合适之冲头; 5)铆合冲头不符合要求确认并用符合要求之铆合冲头。 17. 漏装或装 1)不小心组立时细心错冲子; 2)冲子无方向标记有方向性的冲子做上记号。 18. 装错螺丝 1)不知道模板的厚度了解模板的厚度太长或太短; 2)不够细心,经验不足选用适当的螺丝。 19. 拆装模具 1)销钉孔没有擦干净将销孔,销钉擦干净,拆模时应先拆定位销时容易损坏装模时,应先用螺丝导正,后打定位销钉孔; 2)装拆模具程序不对打落销钉时不要碰伤销钉孔。 20. 定位销 1)孔壁拉毛,刮伤致使太紧组模时,细心检查销钉孔是否拉毛,否则应将打不出来销孔重新铰孔; 2)销孔偏位或下面没有逃孔追加定位销逃孔。 21. 弹簧太长 1)没有注意弹簧孔深度量好弹簧孔深度,算好弹簧的压缩量,重新选择无法下压到; 2)不够细心,经验不足合适的弹簧下死点。 | 

 发表于 2024-1-12 09:52:21
发表于 2024-1-12 09:52:21