|
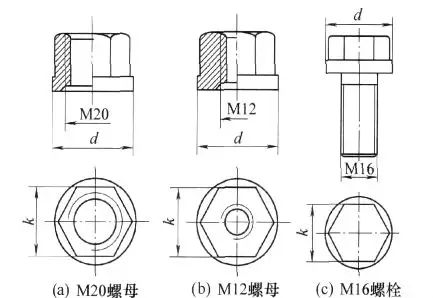
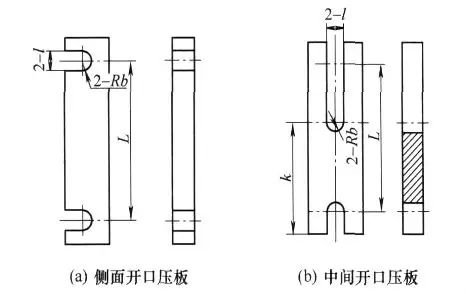
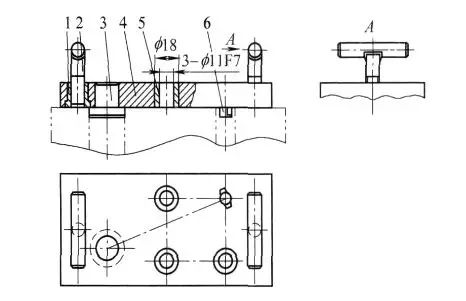
在工装夹具设计过程中,从以下几个易被忽视的细节做起,才能使产品具有人性化、更贴近生产现场、更加实用。 1、夹紧、支撑元件的统一性 在一套较为复杂的工装夹具中,往往设有多处压紧、辅助支撑、调节支撑等元件,像常用的螺母、螺栓等部件由于受空间位置、夹紧力大小等因素的影响,不同部位所用的螺纹大小也不同,如果按理论设计这些元件的外形操作部位也会不尽相同,需要操作者用多种工具才能完成夹紧、调节等内容。 图1 同一外形尺寸的夹紧、支撑元件 如对不同的螺纹采用相同的外形尺寸(如图1),M20螺母、M12螺母、M16螺栓等操作部位外形皆设计为宽度为k的外六方,使用时同一种工具就能完成所有的夹紧、调节等工序,从而减少了辅助时间。这就是注意夹紧、支撑元件外形操作部位的统一性对于提高生产效率的作用。 2、夹紧元件的安全性 开口压板在许多工装夹具中是比较常见的压紧部件,由于其螺母大径小于工件孔径,只要稍松螺母,取下开口压板,工件即可方便地穿过螺母而取出,是一种比较实用的快速夹紧结构。但这种结构在回转体压紧装置中存在着一定的弊端:当螺母因意外原因松动时,开口压板极易在离心力的作用下由开口处从夹具中飞出,存在安全隐患。 图2 回转体夹紧装置部件 若设计为图2a这种结构的压紧装置可有效改变这一状况。图2b开口压板上车削盲孔D+1,深度1-2mm。压紧用带肩螺母(图2c)肩径加工为D。当工作时,旋紧的带肩螺母其肩部进入开口压板的盲孔内,一旦带肩螺母稍有松动,由于其肩部已嵌在盲孔内,所以压板不会立即飞出,而此时操作者能明显地感知工件的松动,停车再次旋紧即可,从而保证了压紧的安全性。卸下工件时,只需将带肩螺母的肩部旋出开口压板盲孔深度,就能轻而易举地卸下工件。 3、夹紧元件的耐用性 同样一件压紧部件,由于设计结构不同,其使用寿命也不同。图3中所示的中间开口压板的刚性要强于侧面开口压板,从耐用性也更优,即中间开口压板的使用寿命长,从而能够有效减少工装费用。 图3 不同结构的压板 4、定位元件的灵活性 定位基准在最初的工序中是铸造、锻造或轧制等得到的表面,我们称为粗基准。在利用其外形定位时需将定位元件设计为可调式,以应对毛坯外形的变化。根据具体使用场合一般采用以下三种结构形式: 图4 常用的三种定位元件 图4a调整块适用于工件较大,操作空间较大,需要调整范围较大的场合。图4b偏心螺栓与六角头螺母配合使用,用于工件外形极不规范,需要随时人工调整的场合。图4C偏心销与内六角圆柱头螺钉配合使用,用于不同批次、毛坯外形不同需要调整的场合。 5、操作元件的实用性 图5为生产中常见的用一面两销定位的盖板式钻模结构,在实际生产中对于大型工件及孔系位置度要求较严的工件,当钻模板上两定位销置于工件孔内定位加工完成后,由于定位销设计公差、孔系位置度公差和孔系尺寸的影响,钻模板在工件上很不容易折卸。这时通过均匀旋转事先置于顶丝螺母内的两侧手把即可轻易地将钻模板顶起。如间隙得当,直接用手把将钻模板提起也很方便,从而避免了无拆卸装置人工敲打钻模板的现象。 图5 盖板式钻模结构图 1.顶丝螺母 2.手把 3.圆形定位销 4.钻模板 5.钻套 6.菱形定位销 6.对刀、对定元件的必要性 在设计铣夹具、镗孔夹具时,一定注意要有对刀装置,如对刀块、定向元件,如定向键等,同时设置必要的找正基面、找正基孔等。 | 

 发表于 2023-10-19 15:48:11
发表于 2023-10-19 15:48:11