一、内藏式油路优缺点分析$ s8 N4 p( ]+ ?3 A1 z
外配管油路的使用最初是因为受设备限制以及技术的不成熟,它的问题在于不美观、配管的维修方便性也不太好;机械加工中铁屑的堆积必不可少,外配管式则更增加了堆积的条件。所以使用内藏式油路有以下优点: • 与传统外配管夹具相比外表更加美观; • 减少加工时铁屑堆积; • 降低装配工人配管难度,减少装配时间; • 可以保证所有套数夹具外观一致性; 但同时也带来了一定的问题:包括增加设计难度;需使用深孔钻设备来加工,加工成本比买外接管成本高;油路打错可能带来整块板因无法更改导致报废等。 二、案例基本资料说明3 `, w; q* V; [
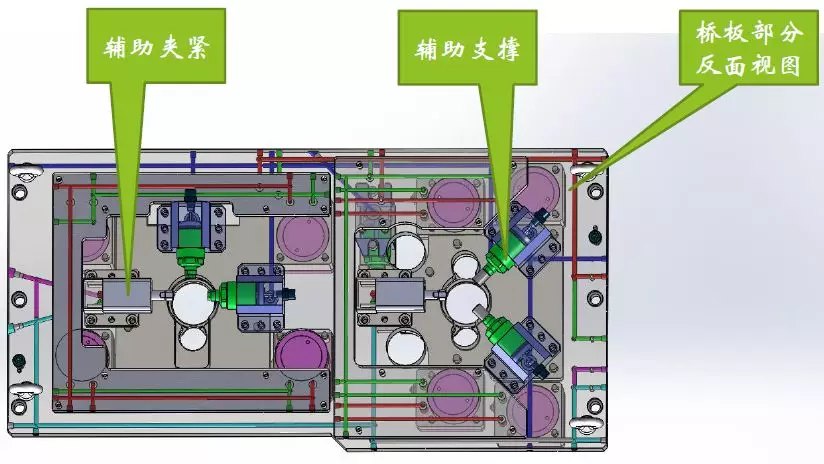
产品名称:转向器 设计思路:工件采用一面两销定位 夹具动作顺序:放入工件→转角缸主夹→辅助支撑→辅助夹紧→气密检测通过→开始加工→加工完成→辅助支撑松开→辅助夹紧→转角缸主松 夹具油路动作数量:共6路 转角缸两路,所有转角缸一起动作(夹+放) 辅助夹紧缸两路,所有夹紧缸一起动作(夹+放) 支撑缸一路,所有支撑缸一起动作(夹) 气密检测一路(检测工件有无贴合) 三、绘制油路基本知识概述0 n* R, ]7 h5 S& f7 h
1.通常夹具设计受到模具设计、铸造、产品工艺、产品刚性、机床承重及空间等问题限制,使得夹具设计变的复杂起来,由于不好变更工艺,要想使得夹具满足前期客户工艺加工出合格稳定的产品,就需要进行一些辅助夹紧的配合,从而带来了控制动作的增加、油路增多带来设计难度的增加。 2.通常桥板厚度在30mm-50mm之间。根据油路复杂程度及桥板刚性,合理选择桥板厚度。 内油孔通道一般直径为4-6mm,层与层之间一般最小距离为4mm,通常30mm厚的板可以打2层油路,40厚的板可以打3层油路以此类推……但根据个人水平高低及方法不同会有一点变化。 四、案例讲解
) z5 w9 d5 n; Y b7 B' Y! ]# Y1.难点分析 根据前面说明我们了解到了本次夹具油路动作数量需要6路,此夹具桥板厚度为40mm,前面我们说到40mm厚的板可以打3层油路,那么如何在40mm后的板上把所需油路导通还不能使板上螺纹孔及避让孔与要打油路干涉是需要思考的问题 2.解决思路 • 合理使用油路块,使的有些油路打起来简单减少加工成本及设计难度。 • 合理使用同层空间,利用层与层之间可利用空间。 • 当出现油路与螺纹孔及其它孔干涉时可根据油路走向更改与它干涉的零件相关尺寸。 • 当出现空间也受限、重量也受限的使的有些油路无法导通,可选择使用明管。 五、实例操作技巧1 ]9 z7 {) h9 S$ E* A, i
1.绘制油路原则: • 进油口油路一起绘制,出油口油路一起绘制的原则 • 相同动作油路使用颜色标记原则。 • 能用约束少用尺寸约束原则。 2.好处 • 提高绘图效率。 • 避免移动相同层高时相同层有的油路不跟着移动问题。 • 检查油路时方便清晰。 | 

 发表于 2023-10-17 14:18:34
发表于 2023-10-17 14:18:34