|
НќФъРДЃЌЫцзХЙЄвЕЕФЗЂеЙЃЌЛњаЕздЖЏЛЏГЬЖШВЛЖЯдкЬсИпЃЌБъзММўДѓХњСПЩњВњЖМгаЯыХфЬзЕФЩшБИКЭНЯЮЊГЩЪьЕФЙЄвеЃЌЯрЖдЕФЗЧБъвьаЭМўЖдЕЅМўКЭаЁХњСПЩњВњЛЙЪЧПЩвдВЩгУЫФзІПЈХЬНјаазАМаЃЌЕЋГЕЯїМгЙЄгавЛЖЈФбЖШЁЃЪЕМЪЩњВњжаШчЙћгіЩЯДѓХњСПЩњВњЕФСуМўЃЌдђашвЊВЩШЁвЛаЉЯргІЕФММЪѕДыЪЉЃЌШчЩшМЦзЈгУМаОпЁЂИФНјЕЖОпКЭМгЙЄЗНЗЈЕШНтОіЩњВњжагіЕНЕФЮЪЬтЃЌЪЙЦфдкХњСПЩњВњжаЗЂЛгзюДѓЕФзїгУЁЃ
: w- X) F% x+ W8 H0 z1 f
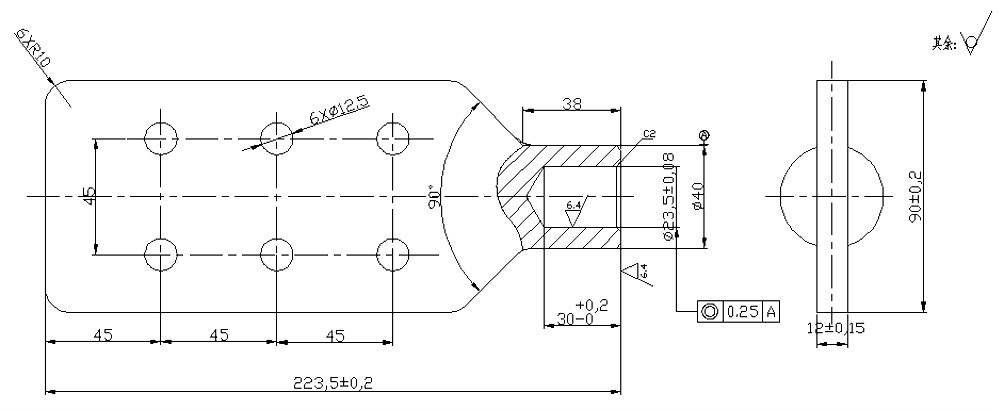
вЛЁЂвьаЮМўЙЄвеЗжЮівьаЮМўШчЭМ1ЫљЪОЃЌВФСЯбЁдёЮЊЛЦЭЃЈHMn58Ѓ2ЃЉЃЌжаХњСПЩњВњЁЃЙЄађжївЊдкГЕДВМгЙЄЃЌвЊЧѓгаЃКІе23.5mmФкПзЃЌЕЙНЧC2ЃЌзмГЄ223.5ЁР0.5mmЃЌВЂБЃжЄІе23.5mmЕФФкПзгыІе40ЕФПзЭЌжсЖШ0.25ЁЃЦфгрБэУцОљдкЩЯЕРађМгЙЄЭъБЯЃЌзмГЄга4mmгрСПЁЃЯШЪЙгУЕФЩшБИЮЊCA6140ЦеЭЈГЕДВЁЃ . Z5 K7 R1 G& P. D" d; P$ x8 Y9 c$ X/ z& n7 q7 n* B& h' X+ P8 A2 g
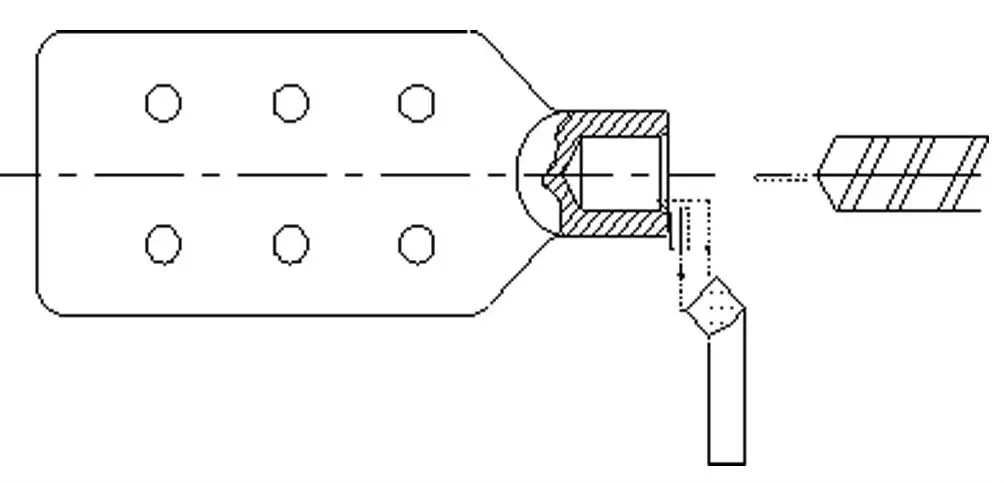
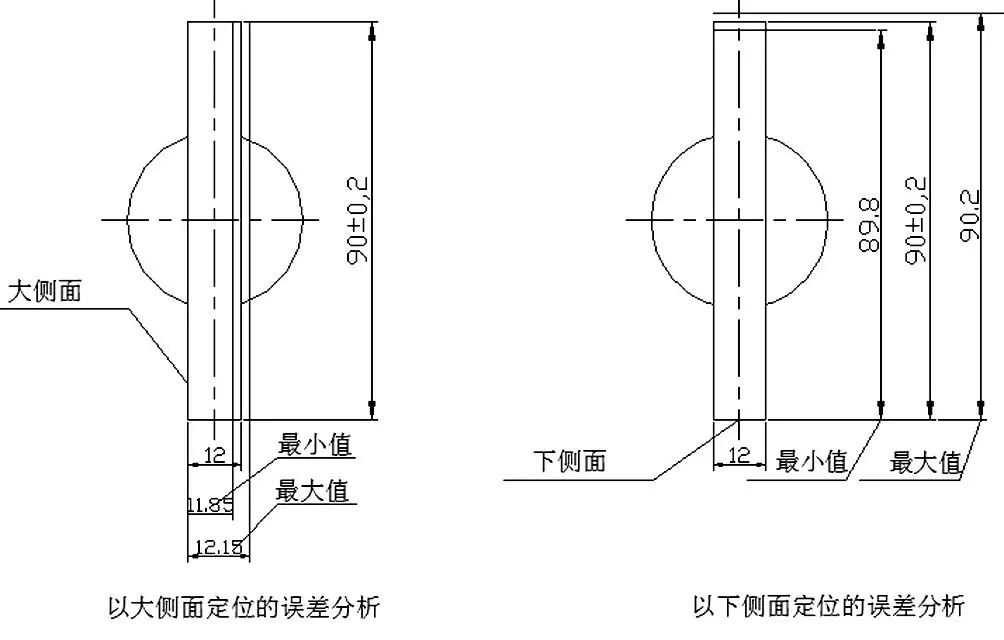
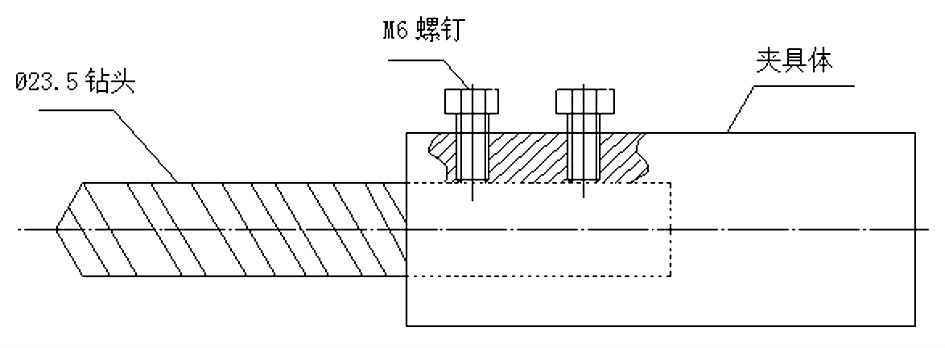
дкCA6140ЦеЭЈГЕДВЩЯМгЙЄЃЌРћгУзЈгУМаОпЃЈШчЭМ2ЫљЪОЃЉНјаазАМавдЬсИпаЇТЪЁЃМгЙЄЙЄађЪЧМаОпАхАВзАдкЫФзІПЈХЬЩЯЃЌВЂаЃе§ЃЌШЛКѓНЋЙЄМўДѓУцЬљдкМаОпАхЩЯЃЌШЛКѓЗжБ№гУСНзщM12ТнЫЈКЭM12ЕФТнФИЭЈЙ§ЙЄМўЩЯІе12.5ЕФПзЃЌНЋЙЄМўСЌНгВЂМаНєдкМаОпАхЩЯЁЃЦфМгЙЄзпЕЖТЗЯпШчЭМ3ЫљЪОЁЃ Ш§ЁЂДцдкЮЪЬтЗжЮідкВњЦЗИФНјЧААДееЩЯЫпЗНАИМгЙЄЃЌОХњСПМгЙЄКѓЗЂЯжСНИіЮЪЬтЃК ЃЈ1ЃЉІе23.5mmЕФФкПзгыІе40ЕФПзЭЌжсЖШЮоЗЈБЃжЄЁЃетРяЫљЪЙгУЕФМаОпаЮзДЮЊАхПьзДЃЌАВзАЪБНЋЙЄМўЕФДѓВрУцЬћдкМаОпАхЩЯЃЌЯТВрУцгаСНПХM6ЕФТнЫЈЖЈЮЛЃЌзѓВрУцгавЛПХM6ТнЖЄЖЈЮЛЁЃДгЖЈЮЛдРэЩЯЗжЮіЃЌетЬзМаОпЙЙГЩСљЕуЖЈЮЛдРэЃЌЯожЦЙЄМўЕФСљИіздгЩЖШЁЃЯШЗжЮіЙЄМўдкМаОпжаЕФЖЈЮЛЮѓВюЃЌгЩЭМвЛПЩжЊЃЌІе23.5ЕФФкПзЕФЙЄвеЛљзМЮЊІе40ЕФЭтдВЃЌвђДЫЖЈЮЛжаОЭВњЩњСЫЛљзМВЛжиКЯЮѓВюЃЌШчЭМ4ЫљЪОЁЃ вдДѓВрУцЖЈЮЛЪБЃЌМаОпЕФЖЈЮЛЛљзМдкДѓВрУцЩЯЃЌгыІе40ЕФЭтдВЕФжсаФЯпДцдкГпДчЙЋВюЮЪЬтЃЌЁїd1ЃНЃЈ12.15Ѓ11.85ЃЉЃЏ2ЃН0.15mmЃЌЭЌРэЃЌвдЯТВрУцЖЈЮЛЙ§ГЬжавВДцдкзХЭЌбљЕФЮЪЬтЃЌЁїd2ЃНЃЈ90.2Ѓ89.8ЃЉЃЏ2ЃН0.2mmЃЌT1КЭT2НЋЛсБЛДњШыБОЙЄађжаРДЁЃ ИљОнЖЈЮЛЮѓВюЕФЪЙгУвЊЧѓЃЌвЛАуЕФгаЙЋЪНЃКЁїdЁмЃЈ1ЃЏ5ЁЋ1ЃЏ3ЃЉ*T ЃЈTЮЊЙЄађЙЋВюЃЉОЭЪЧЭЌжсЖШ0ЃЎ25mmЃЌдђЁїdЁмЃЈ1ЃЏ5ЁЋ1ЃЏ3ЃЉ*0ЃЎ25ЃН0.05mmЁЋ0.083mmЃЌвВОЭЪЧЫЕЁїdзюДѓжЛФмдк0.083mmЃЌЖјБОСажаНіЁїd1ЃН0.15mmетвЛЯюОЭДѓДѓГЌЙ§ЪЙгУвЊЧѓЃЌВЂЧвдкУЛгаЗжЮіМаОпАВзАЮѓВюЁЂМаОпЕФЖдЖЈЮѓВюЁЂМгЙЄЙ§ГЬЮѓВюЃЌЫљвдЫЕдкМгЙЄЙ§ГЩжаЭЌжсЖШвЊЧѓНЋЮоЗЈХњСПБЃжЄЁЃ ЃЈ2ЃЉМгЙЄаЇТЪНЯЕЭЃЌСуМўГЕМгЙЄЪБЃЌЖЫУцГЕСНЕЖжСГпДчгУЪБ25sЃЌвђФкПзГпДчЙЋВюНЯДѓЃЌга0.16mmЃЌПЩвдгУІе23ЃЎ5ЕФзъЭЗвЛДЮДђГіЃЌгУЪБ20sЁЃЕЙНЧC2ЃЌгУЪБ8sЁЃЙЄМўВЩгУСНПХM12ЕФТнЫЈЪжЙЄСЌНгВЂНєЙЬЃЌгУЪБНЯГЄ50sЃЌФЧУДЕЅМўзмгУЪБ1Зж43УыЃЌПЩвдЫЕзАМаЪБМфеММгЙЄгУЪБвЛАыЪБМфЃЌЖјЧвРЭЖЏЧПЖШДѓЃЌЙЪМгЙЄаЇТЪЕЭЃЌУПАржЛФмЩњВњ200МўзѓгвЁЃ
2 |* `! y1 |0 @! H
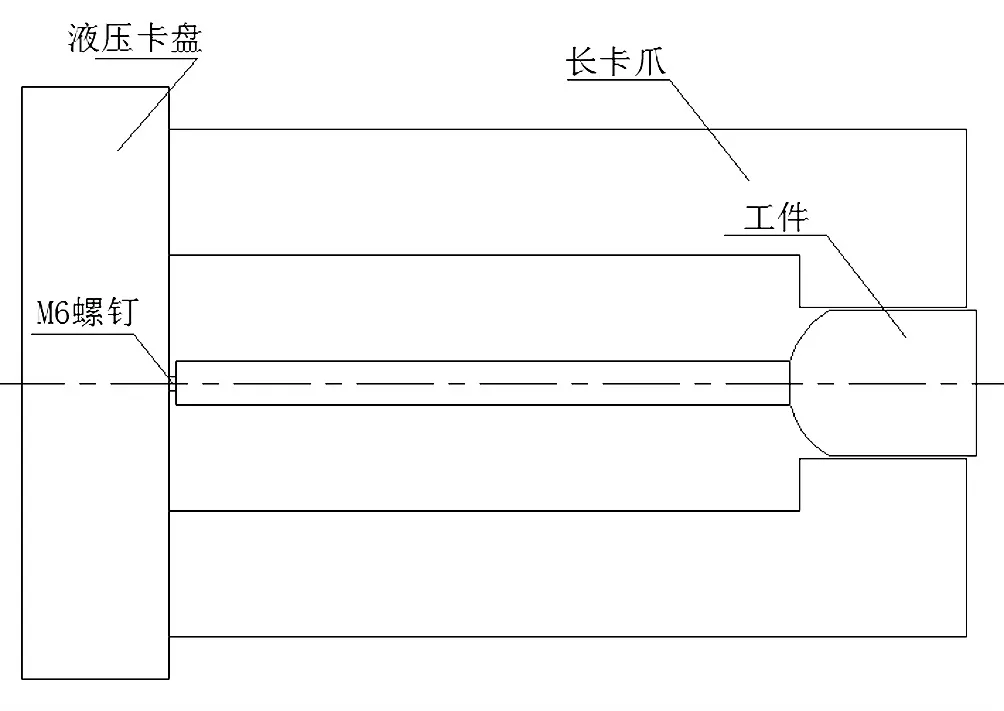
ЫФЁЂЩшБИЁЂМаОпЕФЙЄвеИФНјвдЩЯСНИіЮЪЬтгавЛИіЙВЭЌЕуЃЌЖМгыМаОпЕФЩшМЦНсЙЙгаЙиЃЌвђЙЄМўдкМаОпжаЕФЖЈЮЛЮѓВюГЌВюдьГЩЭЌжсЖШВЛФмХњСПБЃжЄЃЌвђМаНєВЩгУЪжЙЄТна§МаНєЖјгУЪБНЯГЄЃЌдьГЩМгЙЄаЇТЪЕЭЁЃЮЊСЫНтОіЩЯЫпСНИіЮЪЬтЃЌашвЊЖдМаОпЕФНсЙЙНјааИФдьЃЌВЂВЩгУСЫвЛЬзаТЕФМгЙЄЗНАИЃЌШчЭМ5ЫљЪОЁЃ МаОпЗНУцВЩгУСЫГЄПЈзІжБНгМадкЙЄМўІе40ЕФЭтдВЩЯЃЌгжВЩгУСЫвКбЙПЈХЬЃЌЪЕЯжздЖЏМаНєЁЂЫЩПЊЁЃЩшБИЗНУцИќЛЛГЩCK6140аЭЪ§ПиГЕДВЁЃ НЯжЎЦеЭЈГЕДВЃЌВЩгУЪ§ПиГЕДВгавдЯТЕФгХЕуЃК ЃЈ1ЃЉМгЙЄЖдЯѓЕФЪЪгІадЧПЃЛ ЃЈ2ЃЉМгЙЄОЋЖШИпЃЛ ЃЈ3ЃЉЩњВњаЇТЪИпЃЌРЭЖЏЧПЖШЕЭЃЛ ЃЈ4ЃЉздЖЏЛЏГЬЖШИпЃЛ ЃЈ5ЃЉСМКУЕФОМУаЇвцЃЛ ЃЈ6ЃЉгаРћгкЩњВњЙмРэЕФЯжДњЛЏЃЛ ЃЈ7ЃЉЭъШЋЪЪгІжааЁХњСПМгЙЄЁЃ ИФНјКѓЃЌвђГЄПЈзІжБНгМадкЙЄМўЕФЭтдВЩЯЃЌЖЈЮЛЛљзМКЭЙЄвеЛљзМжиКЯЃЌФЧУДЛљзМВЛжиКЯЮѓВюЮЊСуЃЌЫљвдЭЌжсЖШПЩвдХњСПБЃжЄЁЃ Ъ§ПиГЕДВДюХфвКбЙПЈХЬЪЙзАМаЪЕЯжШЋздЖЏЛЏЃЌвВЪЙжЎМѕаЁСЫзАМаЪБМфЃЌгЩдРДЕФ50SМѕЩйЕН15SЁЃ етРявЊзЂвтЕФЪЧЃЌзъЭЗвВПЩвдзАМадкЕЖМмЩЯЃЌИјзъЭЗзівЛИіМаОпЃЈШчЭМ6ЫљЪОЃЉЃЌМгЙЄЙ§ГЬжаЕЖМмздЖЏзпЕЖЁЃзпЕЖЪБМфгЩдРДЕФ53sМѕЩйЕН40sЃЌетбљМгЦ№РДвВОЭ55sЃЌЕЅМўМгЙЄБШдРДМѕЩйЕН47sЃЌдМвЛБЖЪБМфЁЃжСДЫЃЌУПАрЩњВњМўЪ§гадРДЕФ200МўЬсИпЕН350МўзѓгвЃЌетбљЪЙЩЯЮФЕФСНИіЮЪЬтЖМФмЕУЕННтОіЁЃ дкЪ§ПиГЕЩЯНјааЩЯЪіСуМўЕФМгЙЄЃЌВЛНіздЖЏЛЏГЬЖШИќИпЃЌЖјЧвМаОпЕФзїгУвВЕУЕНИќМгГфЗжЕФЗЂЛгЁЃЖдгкМгЙЄИДдгЕФвьаЮСуМўЃЌЫљВЩгУЕФМаОпКЭМгЙЄЗНАИЃЌвВЖМЪЧдкМгЙЄЙ§ГЬжаВЛЖЯУўЫїЁЃ | 

 ЗЂБэгк 2023-7-31 10:28:21
ЗЂБэгк 2023-7-31 10:28:21