|
底盘结构件加工实战案例
0 a, l5 c+ ?& `1 f7 n4 Y7 O0 W& o+ l; {, M
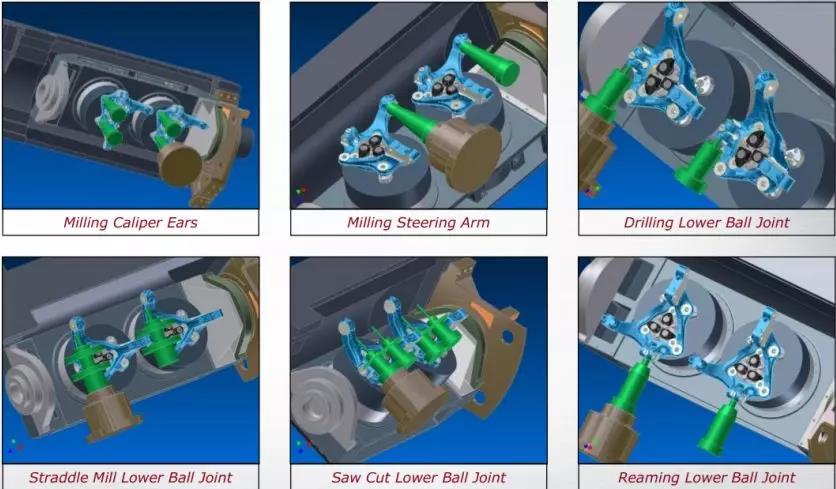
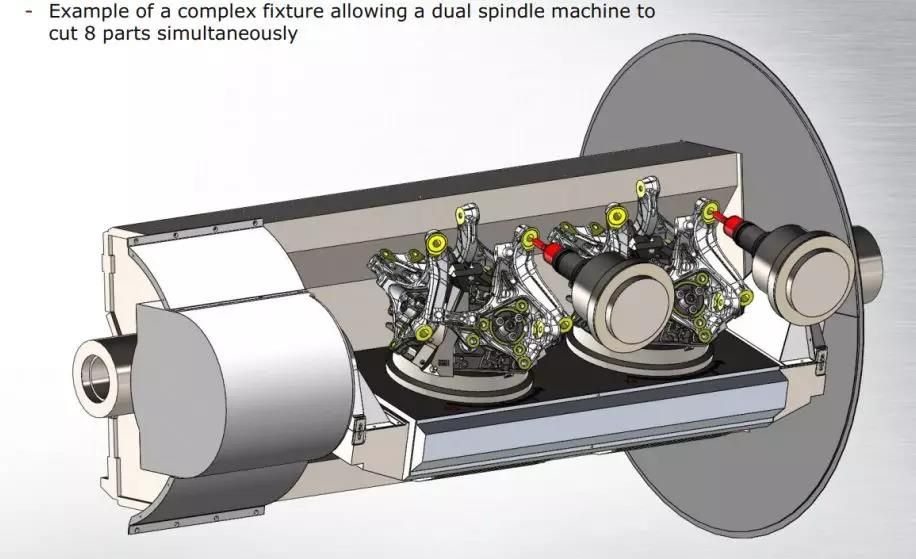
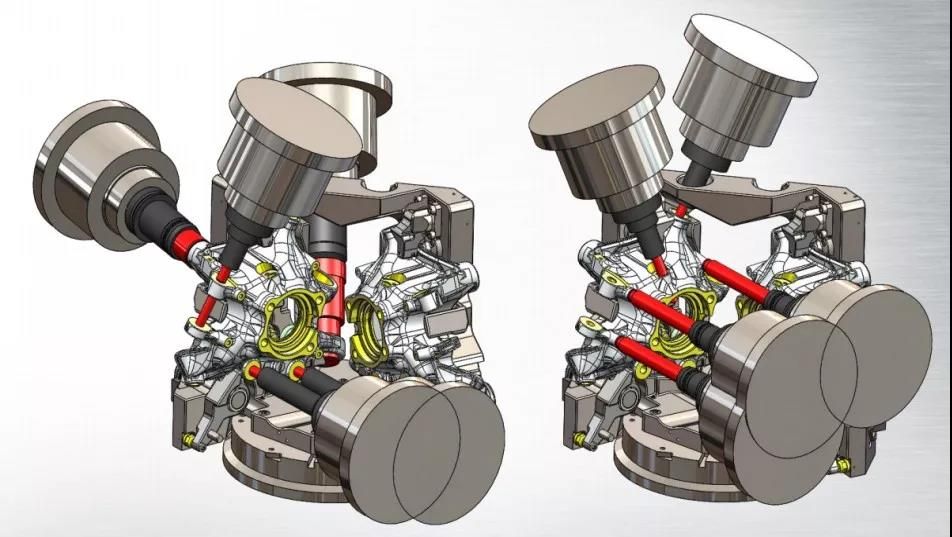
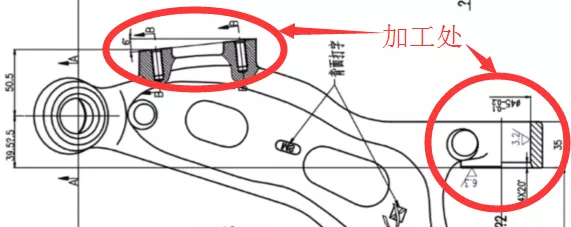
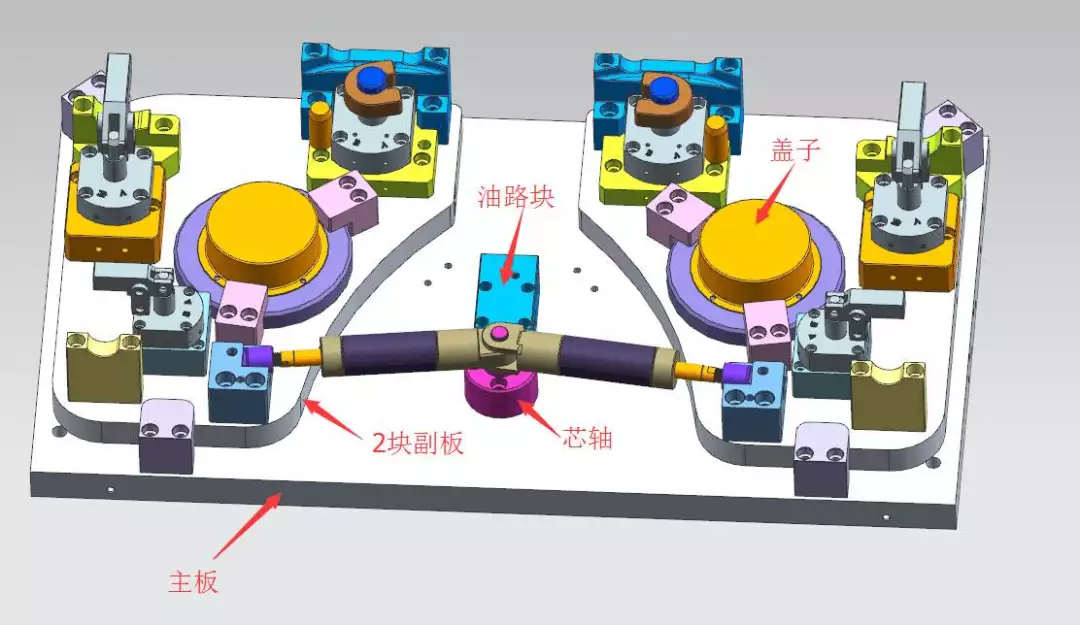
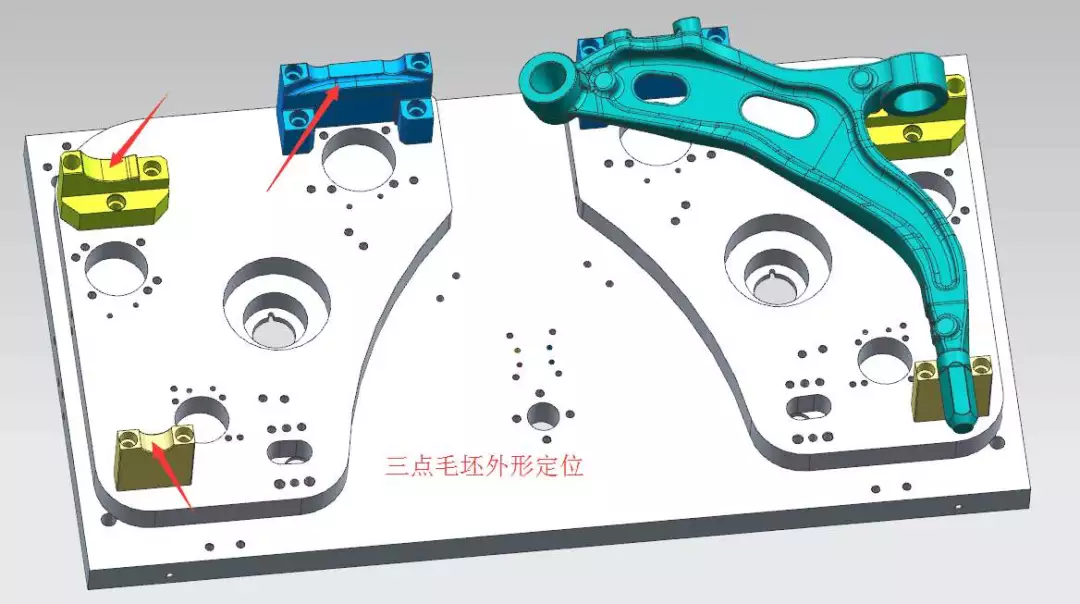
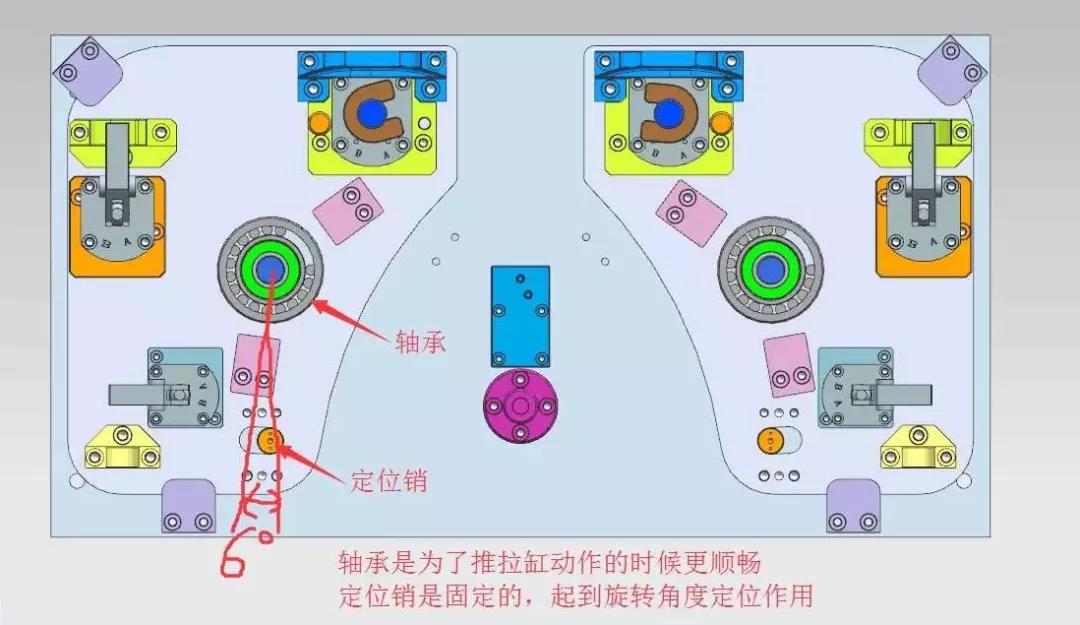
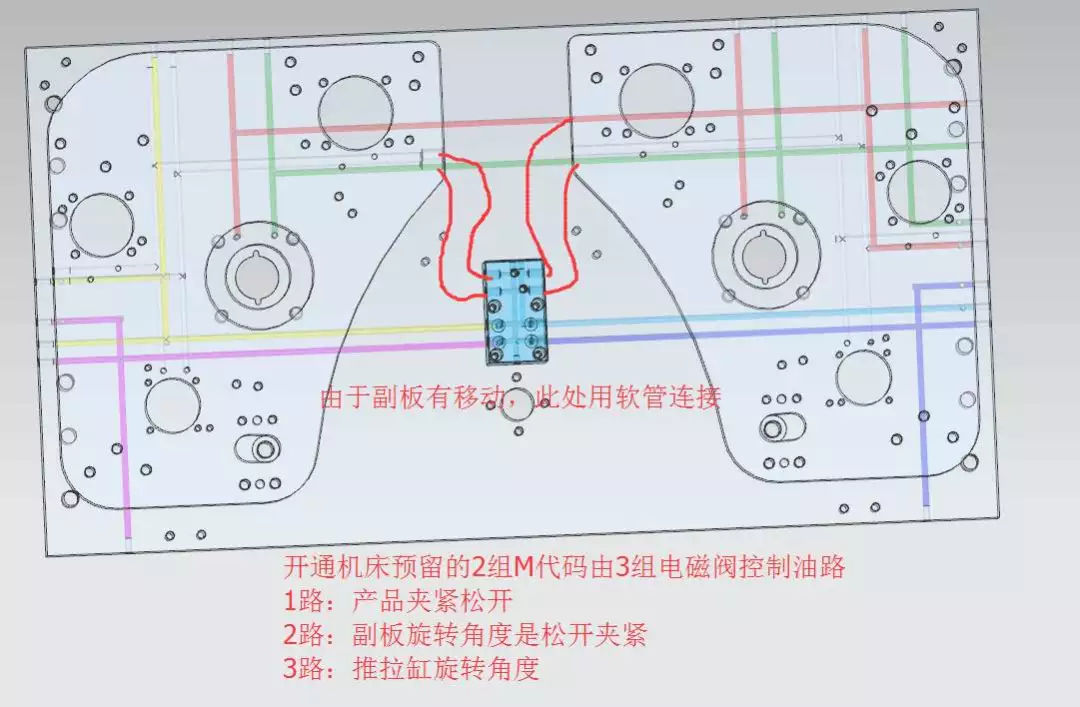
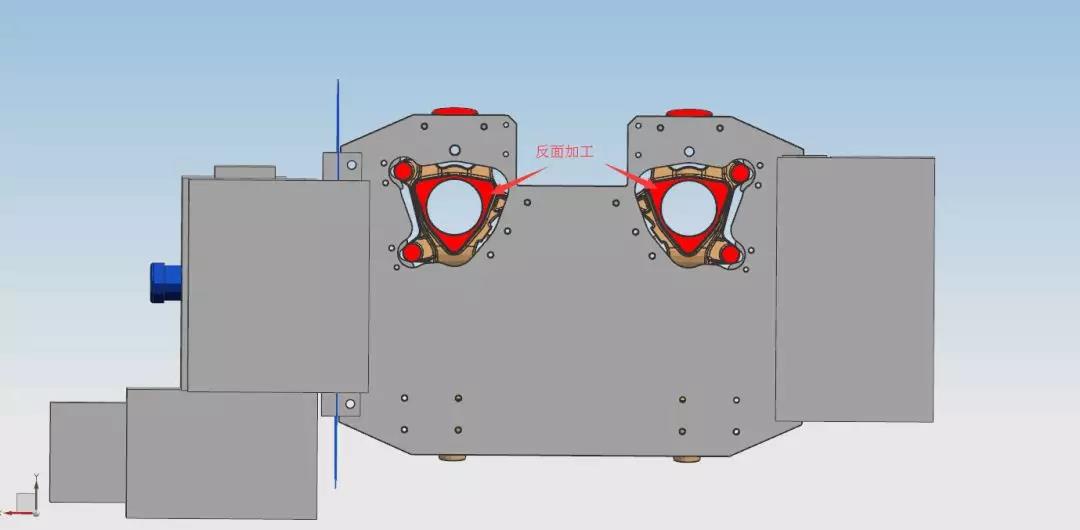
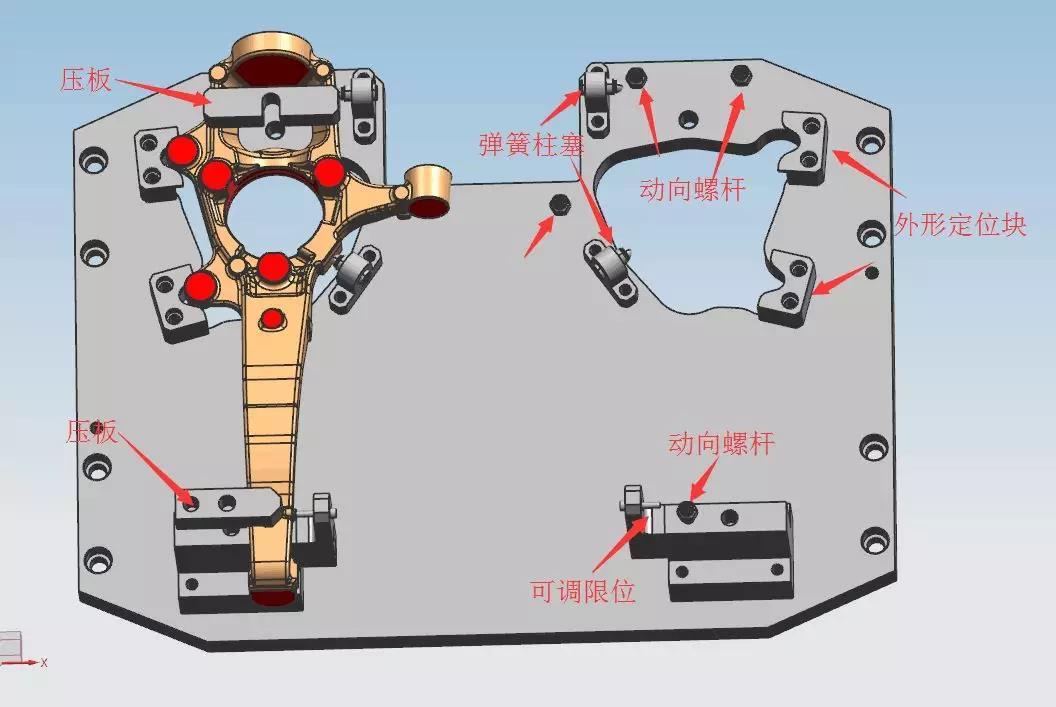
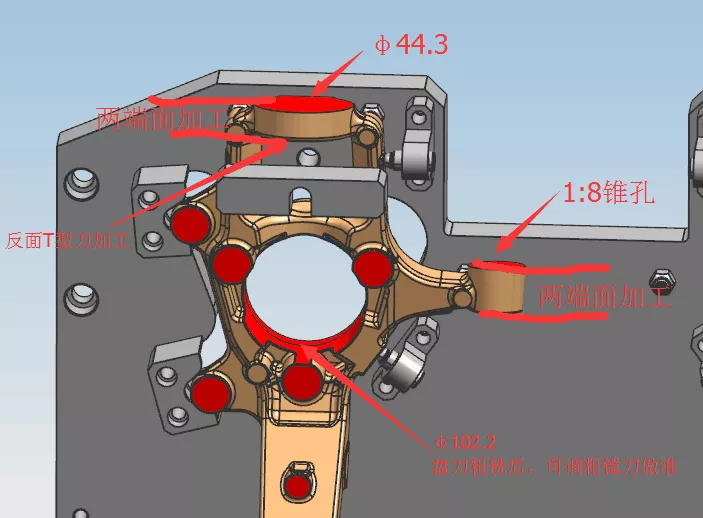
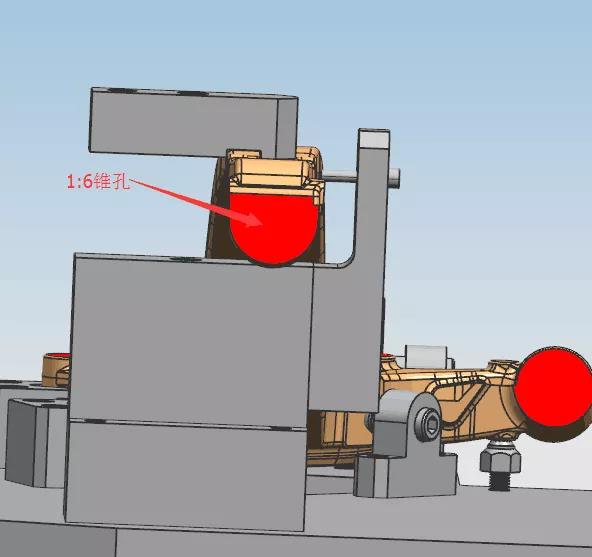
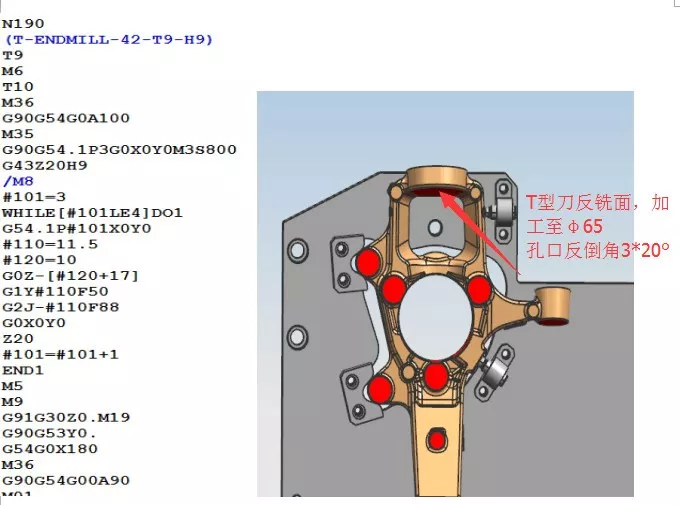
1.常见汽车底盘零部件工艺分析与实例 如图所示汽车上一些常用零件,工件特点是外形复杂,没有外圆和平面,都是一些曲面,需要设计非标专业夹具,且需要多套加工。 有的工件毛坯会预留一些加工的工艺基准,其实就是上面的一些凹凸点,设计夹具时通过寻找工艺基准作为定位基准,定位面。出于轻量化的考量,现在很多零件做的很薄,薄壁件对于机加工的工艺要求很高,机加工很重要的一点就是控制变形。 对于这些零件,先找出三点,三点形成共面,然后根据凹凸点的位置定位和夹紧。三点确定,基准面就已经确定,零件被固定住。固定之后的两个点,如果是五轴机床可以侧联动,位置就可以随便放;如果是四轴或三轴机床,两点成一条直线,把工件摆直放置与机床主轴垂直。三点定面,两点定线,最后一个点可以随意的选择。 ▲夹具实例 五轴机床的转向节夹具设计成如图10的样子,因为主轴可以随意转动,夹具可以是两工位的,下面也可以做交换工作台。考虑到刚性问题,选择对一整块原材料加工,“雕”成现在的样子。 ▲零件加工位置 ▲夹具整体装夹图 ▲夹具结构图 ▲零件控制方式 ▲零件外形定位 ▲零件压紧方式 ▲零件作用介绍 ▲油路介绍 3.转向节夹具设计实例 <span]JEEP大切诺基羊角(LR),回转轴回转直径为700mm,OP10:此款羊角有3角度,采用四轴一次装夹做好整体;OP20:侧面加工两孔。 ▲工件三视图 ▲羊角装夹效果 ▲反面加工设计 ▲装夹零部件介绍 ▲羊角加工细则 | 

 发表于 2023-7-21 09:48:00
发表于 2023-7-21 09:48:00