|
工作中运行中出现干涉现象是因为液压缸两端铰接孔中心线不平行,这是液压缸两端铰接孔中心线与活塞杆中心线不垂直,活塞杆两端受力不在同一直线上造成的,而这又会容易使活塞杆受侧向力弯曲变形,在使用中可能装配液压缸时也会比较困难。 涨紧下拉缸有一个新的特点:偏心型设计。在与工件、夹具、刀具等产生干涉时,偏心型设计可有效回避各种干涉的现象。为了让大家对市面上多种类型的油缸选用不再迷茫,这里以标准的涨紧液压缸总结出了10点使用和选择液压缸的要点。
: _) Y0 Y( R. w3 f5 t, m! A
3 T. M( _- T+ e- i, h2 e装置的法兰上面是工件的着座面,用于进行Z向定位。 夹紧时应使工件与整个着座面接触。如果工件与着座面存在未接触的部位,则应根据夹紧力和着座面积计算接触面压力,在不至于使工件变形的条件下使用。 : j! v# ^. c% |" ~+ W r+ s# k S; ]
夹紧(锁紧)动作将工件按压在着座面上,着座确认机构即会检测其密接状况。 具有工件提升功能的涨紧下拉缸,在装卡工件时(供给夹紧油压前),工件提升面会因内置蝶形弹簧的作用力而上升,使工件下面与着座面形成约为0.2mm的间隙。
+ X. X+ W% r2 j9 @# B+ R% {( X
装置的夹紧部具有浮动功能(每个油缸±0.05mm)。与其他定位夹紧缸/定位缸组合使用时,或者使用多个涨紧下拉缸时,应考虑夹紧缸安装孔之间的间隙精度和工件孔的孔间距精度。 0 N# `+ o* `8 A( X* f0 @
四、关于夹紧力不足的问题
2 l! W+ r& b. m' k, L<span]夹紧力即是将工件按压在着座面上的按压力。使用前应进行夹紧试验,将供给油压调整至最适当的压力。如果在夹紧力不足的状态下使用,则会导致工件脱落等事故,所以在设计的时候一定要给足夹紧力。 , o3 I) q7 c, _( A' j
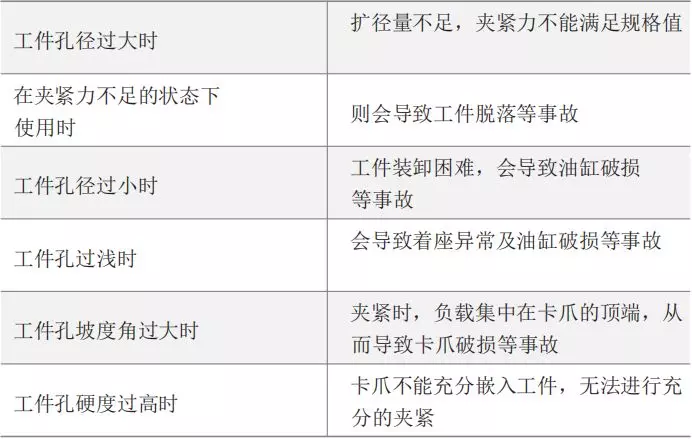
五、工件孔尺寸、坡度角、工件硬度
4 w4 \8 d9 |- I六、需要夹紧试验来调整油压的必要性
% z# H; Q" x/ g- k! y( D9 I) U4 q8 K工作孔周边存在薄壁部位的情况下,在进行夹紧动作时往往会造成工作孔变形,进而导致夹紧力达不到规则值。使用前请进行夹紧试验,将供给油压调整至最适合的压力。如果在夹紧力不足的状态下投入使用,则会导致工件脱落等事故。 应始终对喷气清洁用供气口、着座确认用供气口保持供气状态。如果在切断供气的状态下继续使用,冷却液及切削粉尘等会侵入装置内部,导致油缸动作不良。
( G9 h* y" i V在释放时出现新工件提升的动作,在横向安装的状态下使用时,建议在外部设置预夹紧机构防止工件的掉落。 请注意:装卡工件时切勿使工件出现浮起或倾斜等现象。如果在工件浮起或倾斜的状态下实施夹紧工作,就会引发工件孔变形或油缸破损等事故。工件的装卸作业也必须在所有的夹紧缸完全释放的状态下进行。如果在夹紧动作状态下以及释放过程中实施工件的装卸作业,就会导致夹紧缸破损或工件脱落事故。
如果在工件倾斜的状态下实施工件装卸作业,就会产生卡滞现象,导致夹紧缸破损或工件脱落等事故。 与其他定位夹紧缸/定位缸组合使用时,应考虑定位夹紧缸/定位缸的安装孔的孔间距精度以及工件孔的孔间距精度,并在此基础上设计粗导销。 | 

 发表于 2023-7-20 09:59:17
发表于 2023-7-20 09:59:17