|
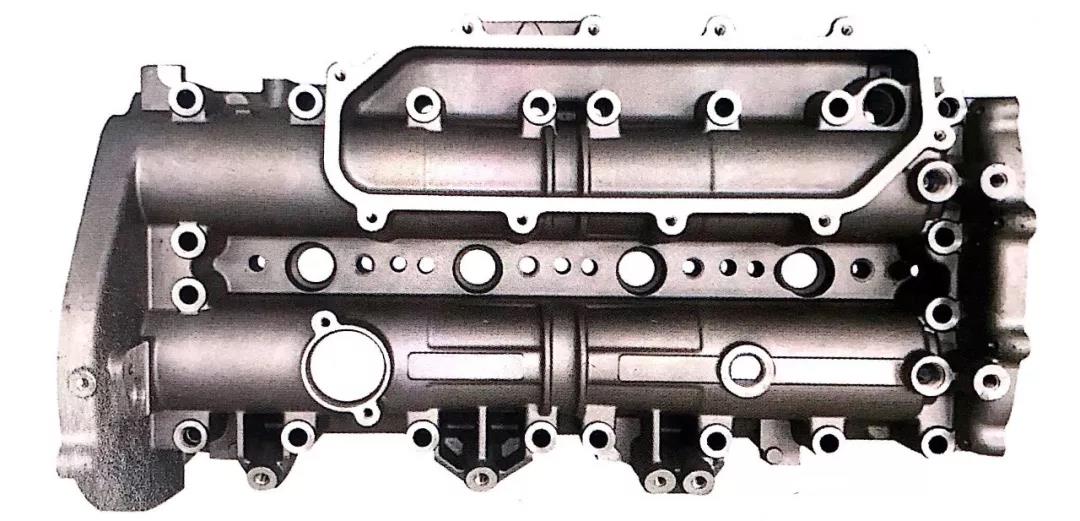
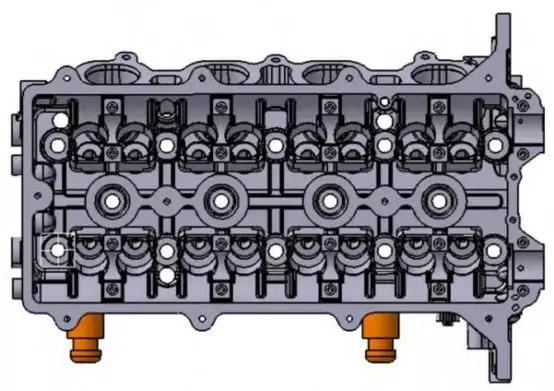
汽缸盖是发动机的几大关键部件之一,零件尺寸较小,但结构形状复杂,壁薄且壁厚不均匀,加工部位多,特别是有数个平面与孔系,导致加工难度很大。
, }" x& o h/ R- Q4 C8 M# E, D7 |
发动机缸盖加工技术分析
4 {% f) n0 c0 \( U7 o在缸盖零件各加工表面中,通常平面的加工精度比较容易保证,而精度要求较高的支撑孔的加工精度以及孔与孔之间、孔与平面之间的相互位置精度则较难保证。缸盖零件的技术要求主要可归纳如下:
. R% D4 w, G" z3 C
1.主要平面的形状精度和表面粗糙度 缸盖的主要平面是装配基准,并且往往是加工时的定位基准,所以,应有较高的平面度和较小的粗糙度值,否则,直接影响缸盖加工时的定位精度,影响缸盖加工的定位精度,影响缸盖与机座总装时的接触刚度和相互位置精度。 一般缸盖的主要平面的平面度在0.1~0.03mm,表面粗糙度Ra2.5~0.63μm,各主要平面对装配基准面垂直度为0.1/300. 5 Z; M8 M: C: I- J% ^! x
2.孔的精度、表面粗糙度及主要孔和平面的相互位置精度 一般缸盖孔的尺寸精度为IT6,圆度、圆柱度公差不超过孔径公差的一半,表面粗糙度值为Ra0.63~0.32μm。其余尺寸精度为IT7~IT6,表面粗糙度为Ra2.5~0.63μm。各孔之间的孔距公差为0.12~0.05mm,平行度公差应小于孔距公差,一般在全长取0.1~0.04mm。同一轴线上主要平面间及主要平面之间垂直度公差为0.1~0.04mm。 + ?% s1 u( w8 e v. K& G5 a
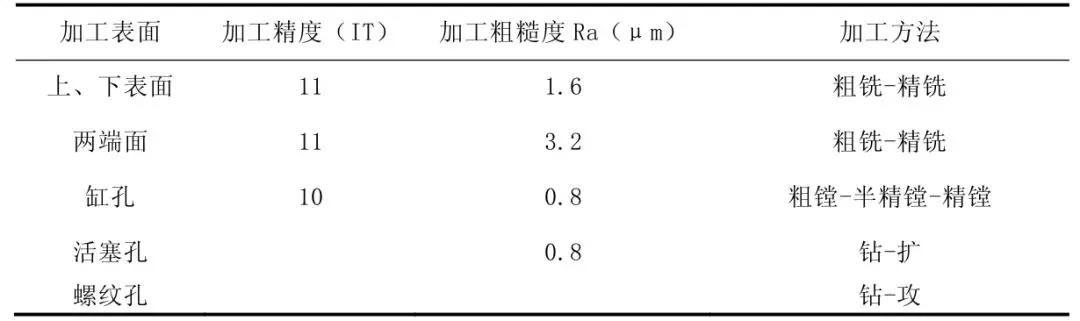
▲发动机缸盖各表面的加工要求和加工方法 % _+ y- v, ]2 U0 X/ m0 n- ~! E
缸盖专用夹具产品案例 $ c T5 p! H& L4 M
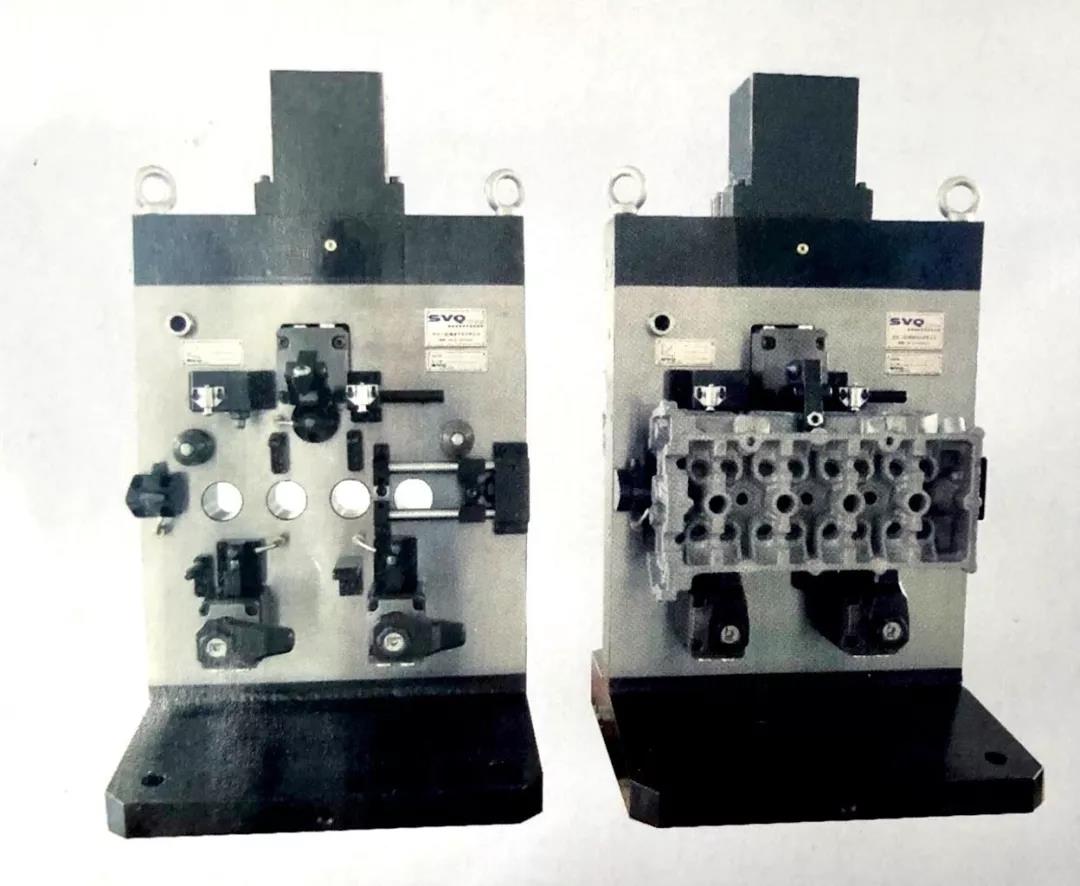
为了保证零件的加工质量,需要设计专用夹具,下面从几个不同的加工情况举例: ① 精度要求:±0.01mm 使用机床:卧式加工中心 销孔定位
4 T8 e) i" M4 H6 I
② 精度要求:±0.01mm 使用机床:卧式加工中心 销孔定位、双工位夹具
2 a) F) ?; J9 d+ Q" N% y& l
* N* C% u5 i3 D& A2 f* R% n0 h; L
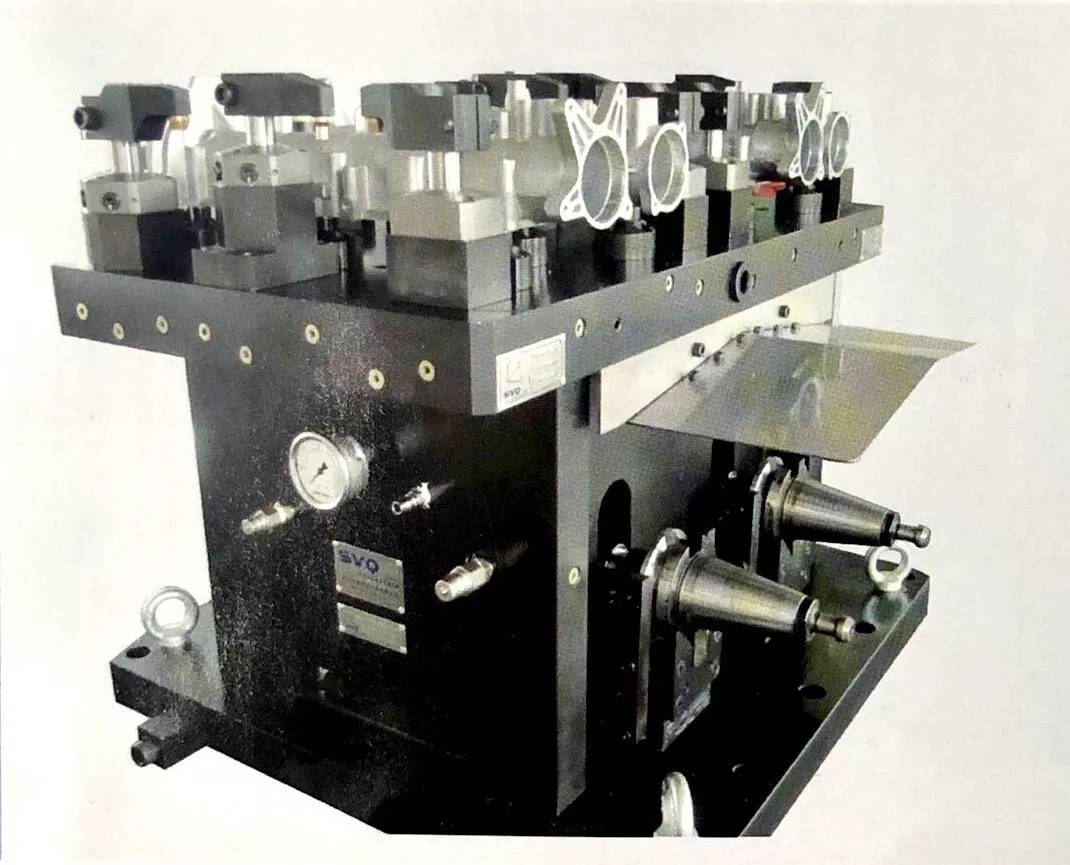
③ 精度要求:±0.01mm 使用机床:双主轴卧式加工中心 销孔定位、双工位夹具
) I5 A- d% v" @6 G
# X+ o# ]8 s2 D2 R
④ 精度要求:±0.01mm 使用机床:卧式加工中心 销孔定位、兼容多种产品
! J9 f% J( F( f8 {* I
, M" c6 N$ _ Z, j r
⑤ 产品描述与特征: 精度要求:±0.01mm 使用机床:双主轴卧式加工中心 销孔定位、四工位夹具 6 I! W9 L& ^5 H
. e- k, m, c+ `% K6 L
缸盖产线技术应用分析及案例
! N v# {3 x5 B# K# T目前,在汽车发动机的缸盖、缸体、变速箱体和离合器壳等箱体件的加工中,由高速加工中心组成的柔性生产线已大部分替代了自动线、高速加工中心已成为汽车发动机箱体件加工的主要设备。企业需要从整体产线出发,各个加工环节都应契合柔性化的未来趋势,下面简单介绍下四条应用在不同生产环境下的共线技术。
$ q4 n8 C' T) @" M# R h
1.换批生产,产品外形基本一致:共用夹具 夹具共用是现场最常使用的方式,需加工零件有销孔设计避让,或采用快速换销结构的夹具,亦或者换型时换销、夹爪等,这种产线的优势在于减少设备停机时间,更换成本也低。 ' A, U" u3 D' P d- C
* f# _! T2 P# u1 B" @' ], |
2.产品换型周期较长:快换夹具 快换夹具对产品外型无特殊要求,只是针对某一机型的专用夹具,缺点是夹具较重,换装较为困难,若是换成换型周期短的产品则不具备经济性。
$ v! B- h0 q- H4 |* M
K9 ?; V A4 A' E9 B
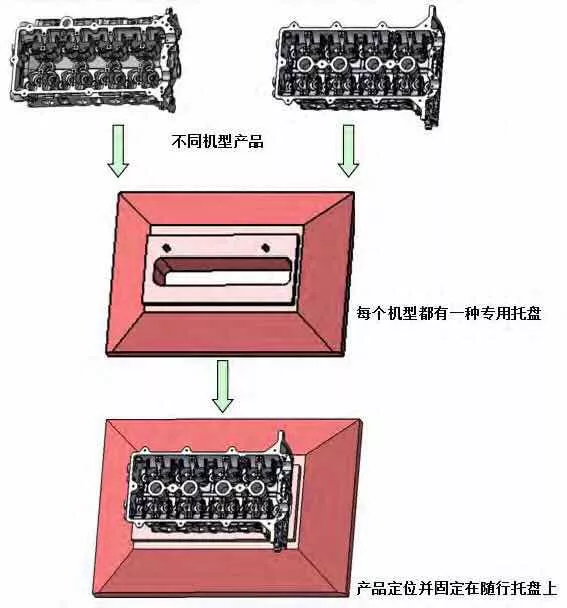
3.产品混线生产:随行托盘 该生产线柔性高,适用于产品混线生产,仅更换随行托盘即可实现共线生产,有效利用产线能力,缺点是初期投入高。
$ H7 g# A* g/ G: U$ B
+ Z+ p2 U- O" P$ n! U
4.换型频率高:零点夹紧 在德系车上应用较多的一种解决方案,即使发动机机型变更,也能保证较大的生产线柔性,因为仅设计相同的零点定位孔就可实现产品在机加设备上的共线,而不需更换工装;若无法设计相同的零点定位孔,也可用采用转接板来实现共线生产。
4 I9 l* m4 M+ K l4 V
- } o$ Z8 i! Y/ M! C6 o) S( W2 j
产线实例:奇瑞捷豹路虎这条生产线在机械加工和装配全过程中应用了最新的托盘加工技术,能够高效地完成多种产品混线生产的快速切换。
6 W) L- S$ t; ~, S8 ~, q; H
▲托盘随行 2 [- [* B+ @: Z$ z3 H9 y
▲自动化生产现场
1 A7 D' C/ y! A( \# j
目前,我国真正具备柔性生产能力的制造企业产能并不多,以缸盖产品为例,随着性能要求日益增高,对制造工艺要求也变得极为严格,从工艺细节分析、到工艺设备选择直至产线的方案设计,都应该体现高度的可靠性与灵活性。 | 

 发表于 2023-6-25 09:19:00
发表于 2023-6-25 09:19:00