|
在 薄壁零件切削的关键技术 中,举例有薄壁套筒零件车削孔加工的工艺方法,这次我们来看在铣床上加工套筒零件键槽的专用夹具设计,并且每个组件都有具体的尺寸设计图给出。 - ^4 s- ^! Y0 I0 N& I) W6 ?5 X
% X, G0 ]& c0 D! Q0 |
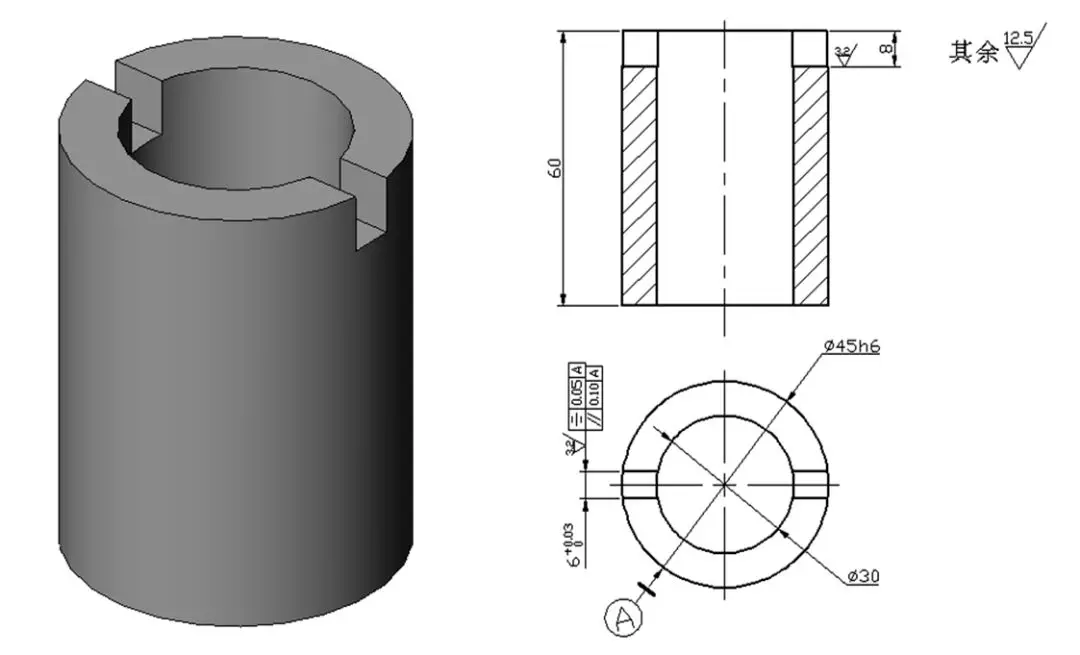
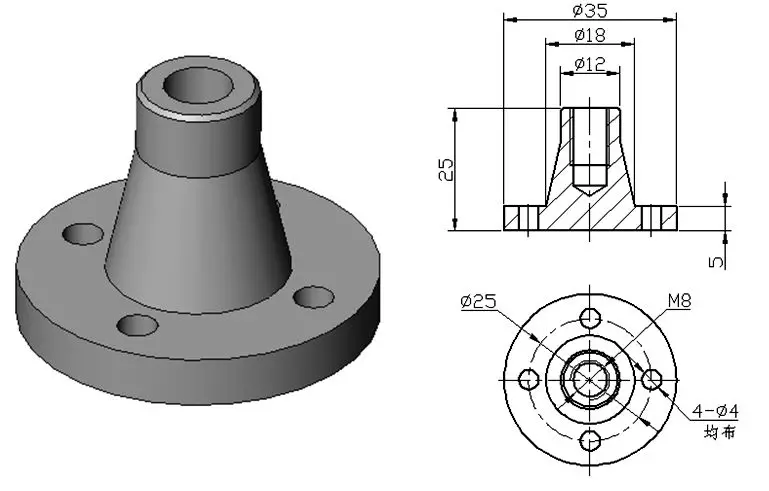
▲ 套筒零件图 一、套筒工件的加工工艺分析" B9 F' }& i6 y- b8 a9 w0 e
• 键槽宽6mm由键槽铣刀保证; • 槽两侧对称平面对φ45h6轴线的对称度0.05mm,平行度0.10mm; • 槽深尺寸8mm。
( e; d% F" e+ K
二、定位方案与定位元件8 i+ V0 E3 M: }2 T! @, |) e3 {
1.确定定位方案 # |1 q, U7 C/ q! U. n3 ]7 k6 l6 s8 i
. C9 X% e2 E( p4 t9 C! _1 _. Q
2.选用定位元件
$ |7 A; m- W6 O8 r3 l) R1 n8 Q
三、夹紧方案及夹紧装置的设计1 ]4 ?( H3 a: n3 l( b/ E
: s6 n+ u+ C$ @/ n
▲夹紧机构 4 X$ I) ~' N. h
▲夹紧机构中的导向和自动松开装置 四、夹具结构的设计
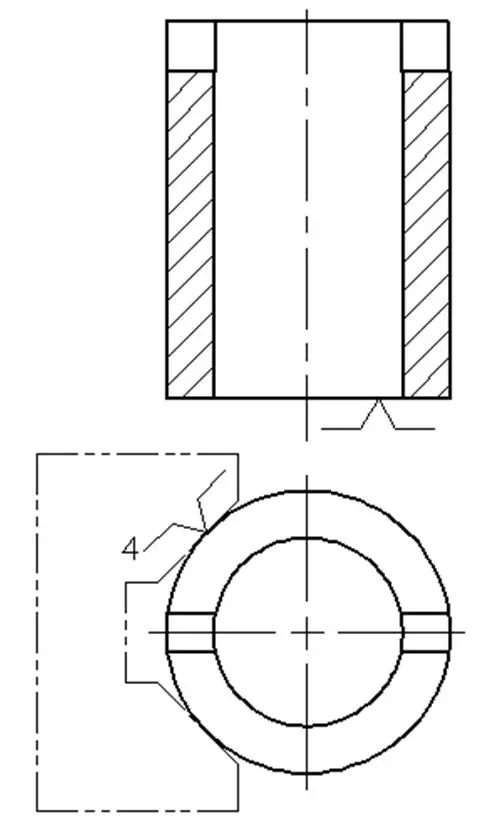
1 ~ v. J8 a6 U* d* j: _1.定位装置 长V形块在该夹具中是主要定位元件,消除工件的4个不定度。可在相关国家标准或行业标准中查取。 Y! F: U/ m2 y
5 M q- ^' p# g7 C9 [
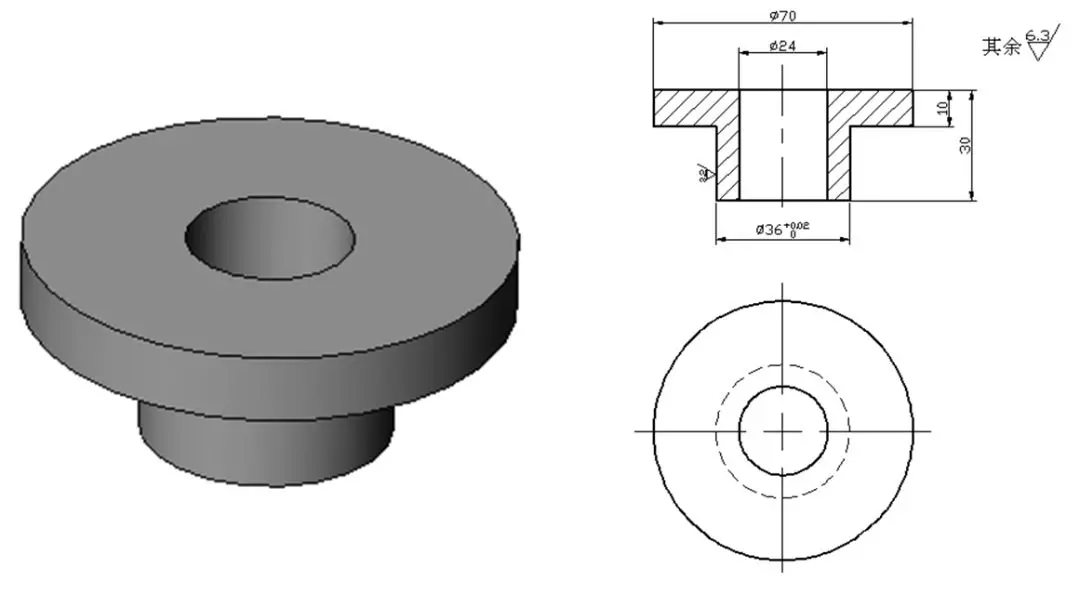
支承套:
1 t5 s1 l; {6 S; E
2.夹紧装置 偏心轮: 1 O4 P2 Y; s# U( e
偏心轮支架:
/ |/ S8 M* r% Z% D) |7 k; }; W
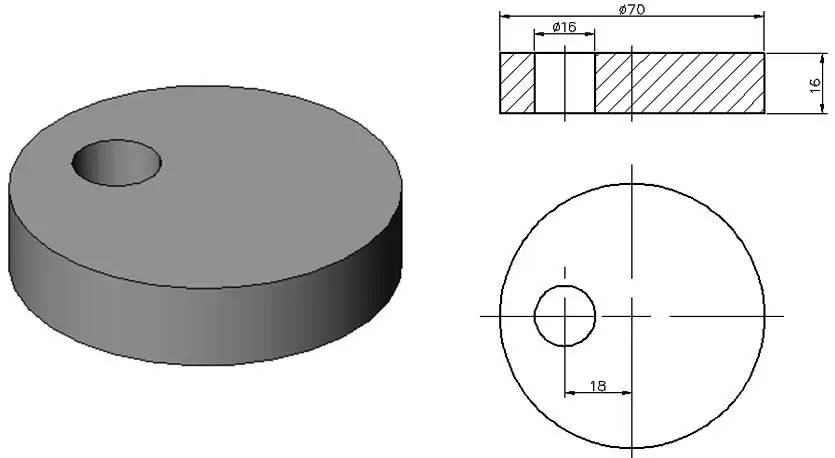
3.辅助装置 对刀块: " |7 @6 q$ m4 W1 p) |. x
定向键:为了保证夹具体在机床上的位置正确,应在夹具体底部设置定向键。 4.夹具体 C7 y- l( W, \' x* u
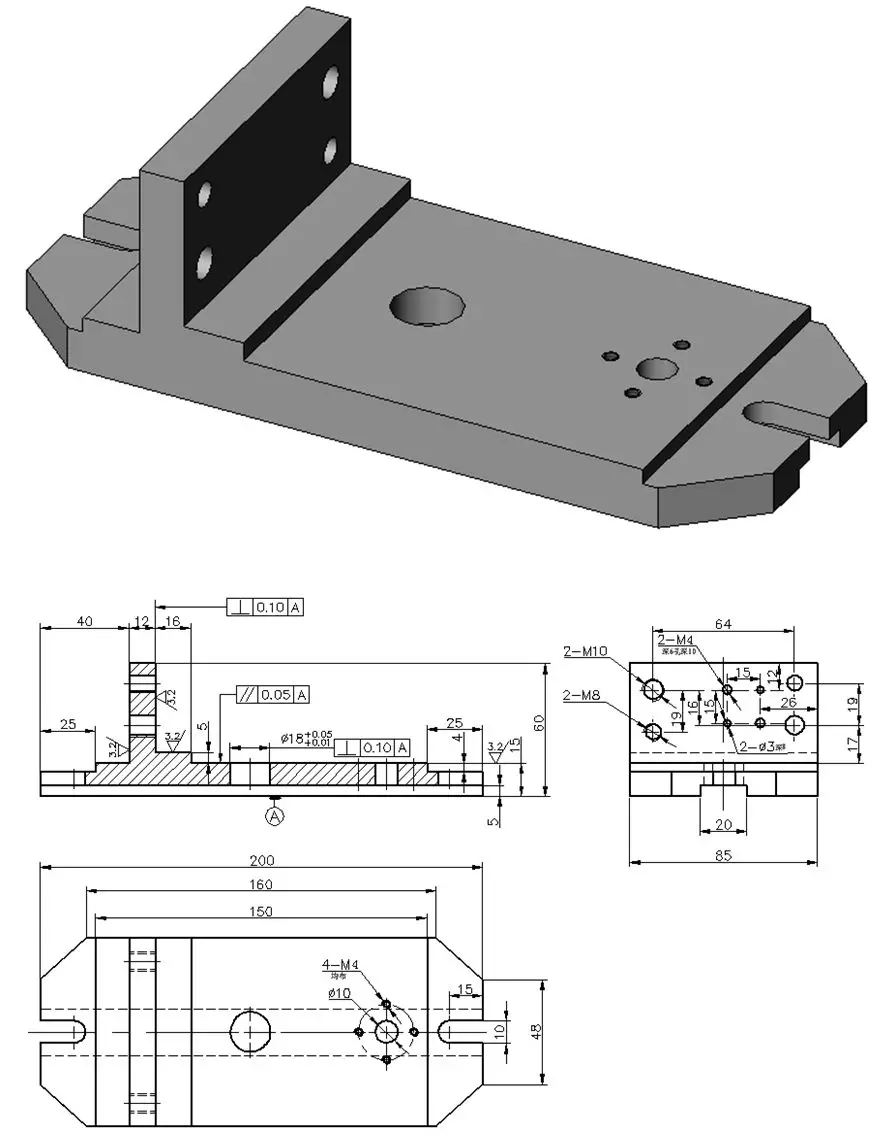
五、绘制夹具总图
7 y6 Z/ _* X+ ^) V& Y' }. a$ [4 [
' d2 x3 o/ e$ F! s1 `
1.夹具体 2.圆柱销轴 3.偏心轮支架 4.偏心轮 5.活动V形块 6.对刀块 7.固定V形块 | 

 发表于 2023-5-24 10:15:57
发表于 2023-5-24 10:15:57