|
在摇臂钻床上加工杠杆臂零件时,需要设计孔φ10mm和φ13mm的钻夹具,经过工艺分析后,决定设计成翻转式钻夹具,以下为设计过程。
2 J/ J( L, x/ g% d
. s* v& ^$ X) d0 s$ r
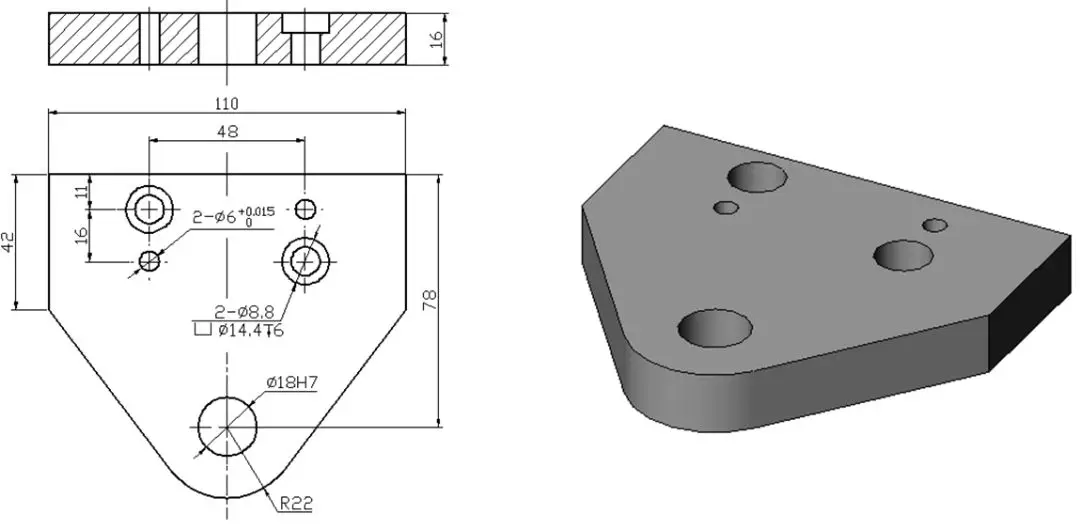
加工工艺分析该工件的结构形状比较不规则,臂部刚性不足,加工孔φ10 mm位于悬臂结构处,且该孔精度和表面粗糙度要求高,故工艺规程中分钻、扩、铰多个工序。由于该工序中两个孔的位置关系为相互垂直,且不在同一个平面里,要钻完一个孔后翻转90°再钻削另一个孔,因此要设计成翻转式钻夹具。
& f- o. P3 l1 ]! H9 Q- E+ j6 ~# y. E
定位方案与定位元件2 A: A; N3 b0 h- K8 Z+ X" ]7 S7 F
确定定位方案:
; k* j+ B$ A' b$ |# c' p* A4 y
选用定位元件: 4 ?1 ^) i; D2 P: ?8 v
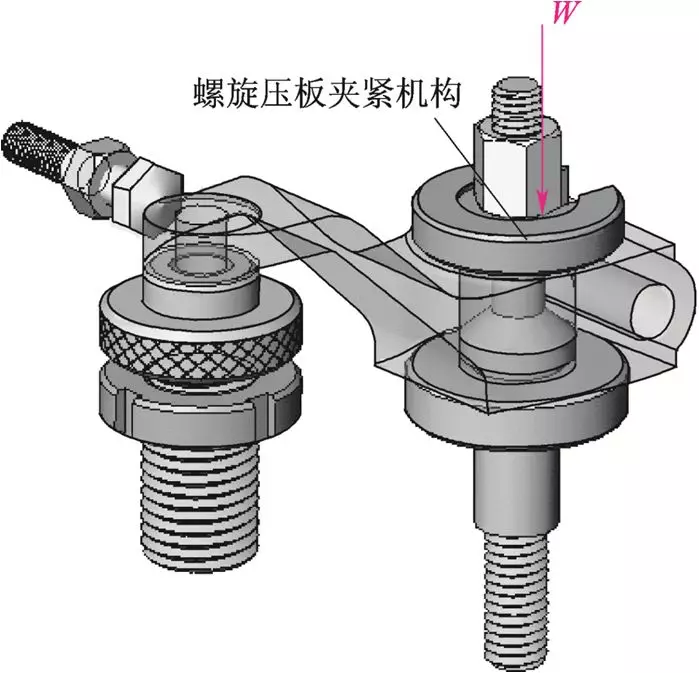
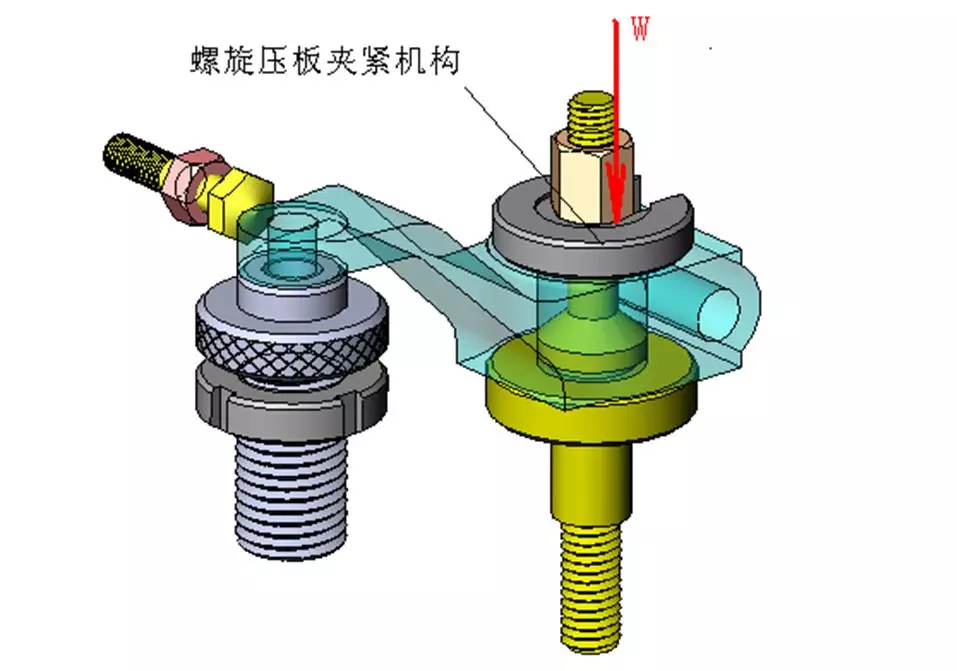
夹紧方案及夹紧装置的设计
6 C) ?$ J% R+ ]! N0 y3 t8 @" _
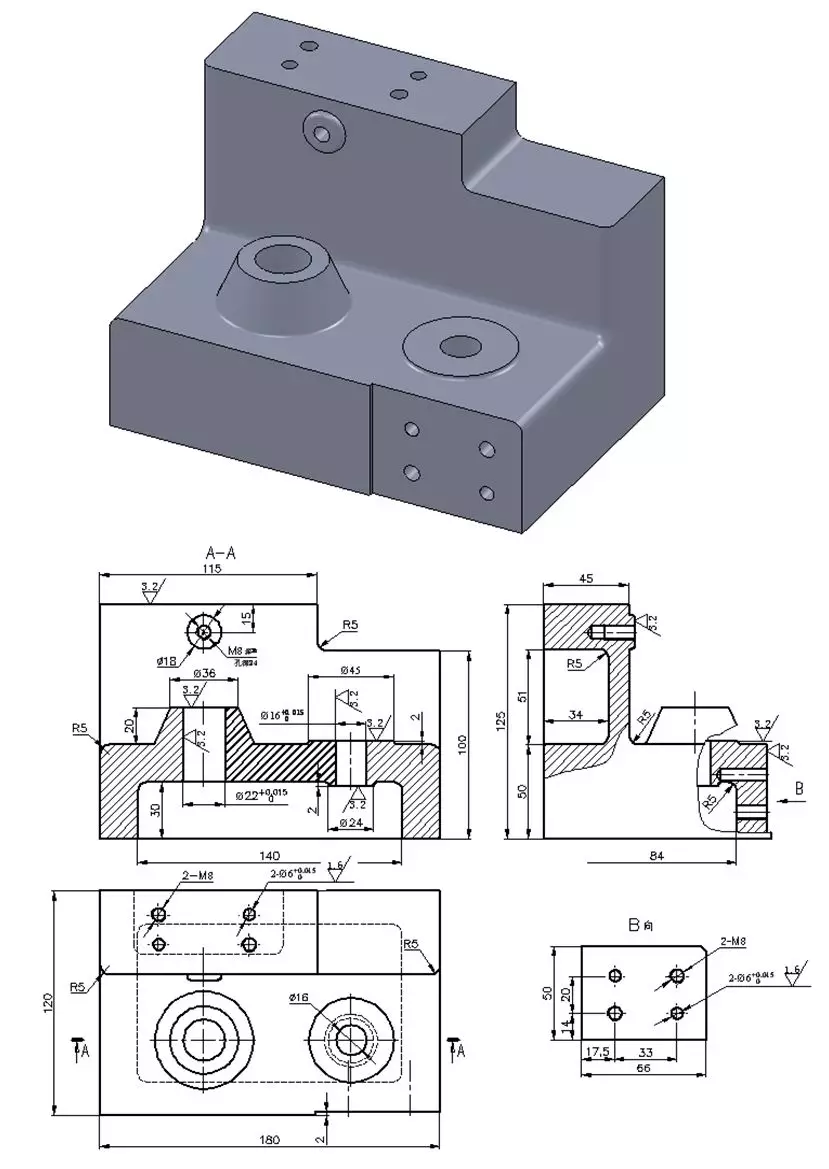
夹具结构设计
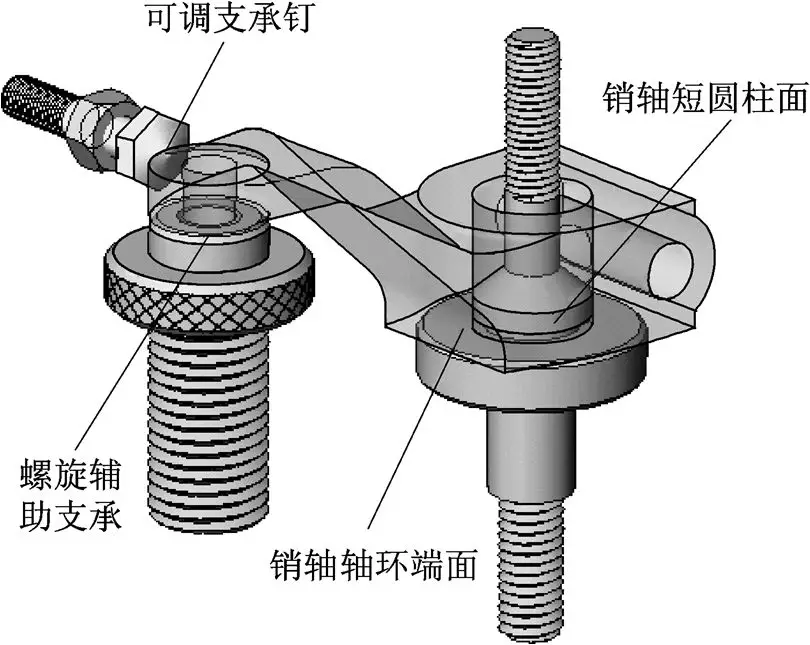
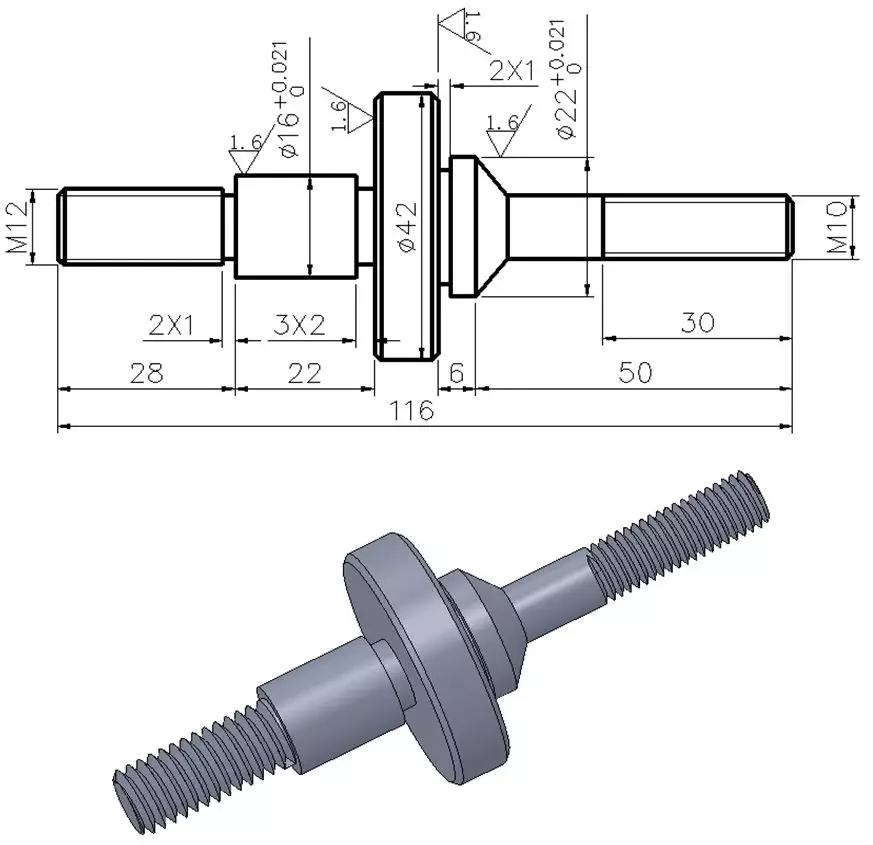
9 r" M0 N' c* z) C! B0 U6 E5 `定位装置:销轴、可调支承钉、辅助螺旋支承的选择。
/ @2 Y- A. {' a6 Q/ \0 p$ `2 r
▲ 销轴
3 D3 J, K, t* A; S5 m' c# t1 z7 N
▲ 可调支承钉选取M8×40-S
+ ? j% c6 L/ W+ K
夹紧装置:根据强度要求选用M10螺纹。
2 L2 ?7 @( e! h; v( B
辅助装置:钻套、钻模板。 # q6 X% `8 V3 p& V! J" o$ _0 g2 D: L
夹具体: 9 ?5 k6 O; v+ t5 p7 F3 c7 b
夹具总图: 0 B0 x0 g3 U6 n$ W2 _2 q' e v
; W6 l; W, H0 t0 o+ l
| 

 发表于 2023-5-12 09:16:00
发表于 2023-5-12 09:16:00