|
高精度薄壁零件尤其是对连接产品的薄壁管壳工件进行加工时,消除定位、装夹变形的技术一直困扰技术人员。一般认为采用心轴定位夹具,分多次装夹零件压紧,弹性心轴定位夹紧零件,软爪径向夹持零件的方法较为可行。 ▲ 一种心轴夹具 但由于管壳零件壁薄,尺寸精度要求高、几何公差要求严格,必须要一次装夹完成零件加工,在弹性、径向夹持力的作用下,零件加工后会产生弹性变形。因此下面分享一种消除加工夹紧力变形的工装设计,能较好的解决薄壁管壳零件在加工中所受的夹紧力变形问题。 一、薄壁管壳零件介绍
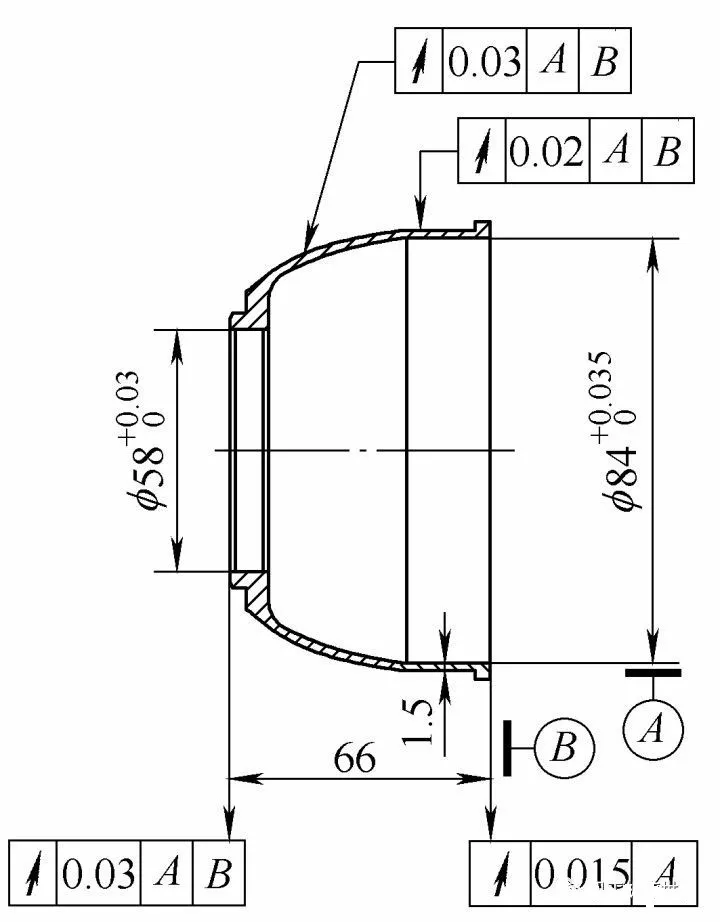
+ P' ^3 t4 s6 l8 d4 w" T# B薄壁管壳零件成件如图1所示。形状为椭圆曲线形,小端孔φ58H7,大端孔直径84H7,壁厚1.5mm,零件几何公差精度对基准孔端面要求高。 图1 薄壁管壳零件 二、加工难点分析
' d( h9 y' d3 \零件壁厚1.5mm,刚性差,薄壁管壳零件的直径与长度之比=D/L≥10,零件加工时在主切削力的作用下,受到刀具的径向挤压产生弹性变形。根据零件的尺寸精度要求,需要一次加工完成,才能达到技术要求,但是受到零件结构限制,零件在装夹定位时若采用: (1)分道加工,先加工外圆圆柱面,压圆柱面再加工曲线面,则存在二次装夹,达不到零件几何公差要求。 (2)若采用软爪夹持孔或其它部位,零件在受到径向夹紧力产生弹性变形。 (3)如采用弹性心轴内胀孔,由于零件刚性差、壁薄,在弹性夹紧力作用下,零件也会产生弹性变形。 三、夹具设计原理
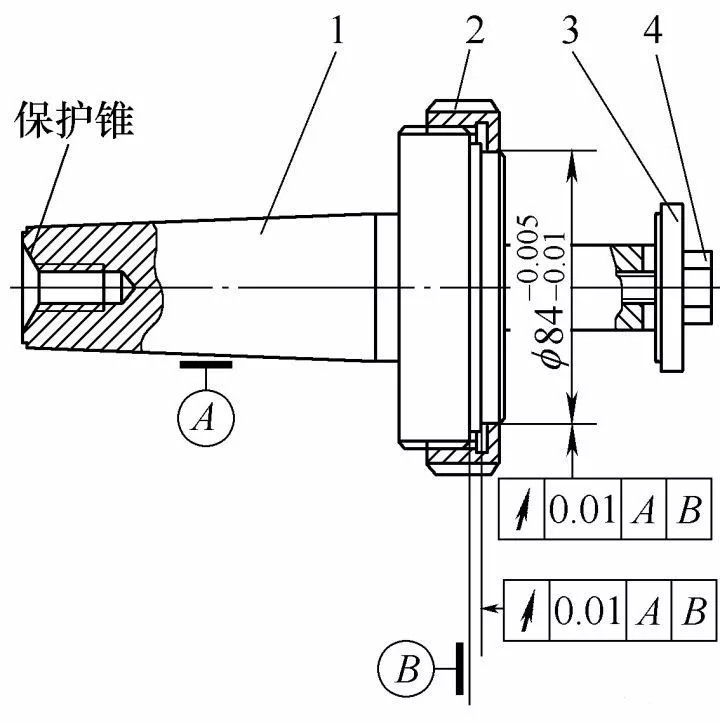
: A; P* w c n' ^ {! X根据管壳薄壁零件的结构形状,采用端面压紧、双压板压紧形式,保证零件加工的尺寸及几何公差要求。夹具如图2所示,零件在莫氏心轴上定中心、端面定位,通过换压板夹紧一次完成零件外圆、孔端面加工。夹具采用轴向压紧方式对零件不产生径向压力,克服径向力对零件的变形。 图2 薄壁管壳零件夹具 1.莫氏锥体心轴 2.压紧螺母 3.压板 4.六角头螺栓 四、夹具设计分析
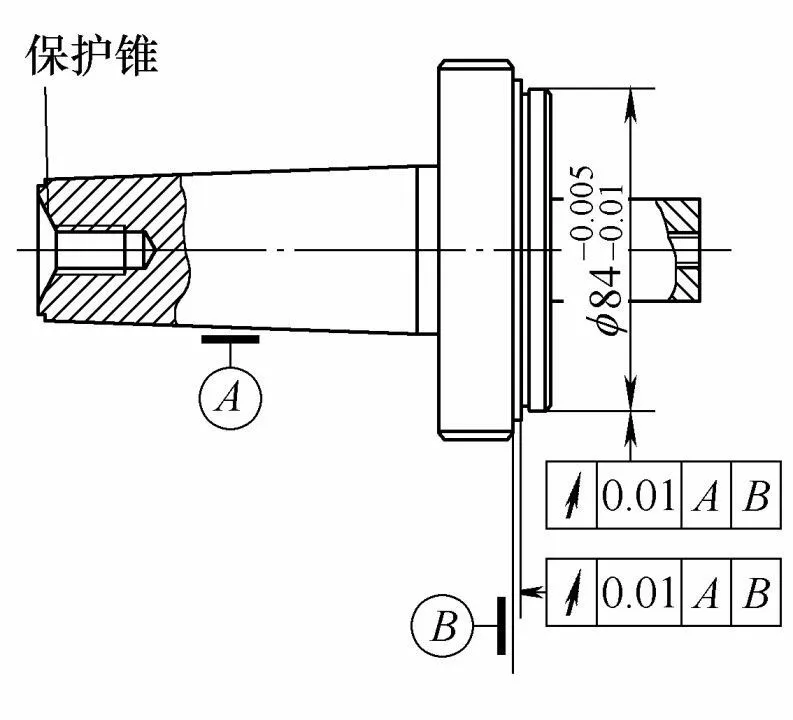
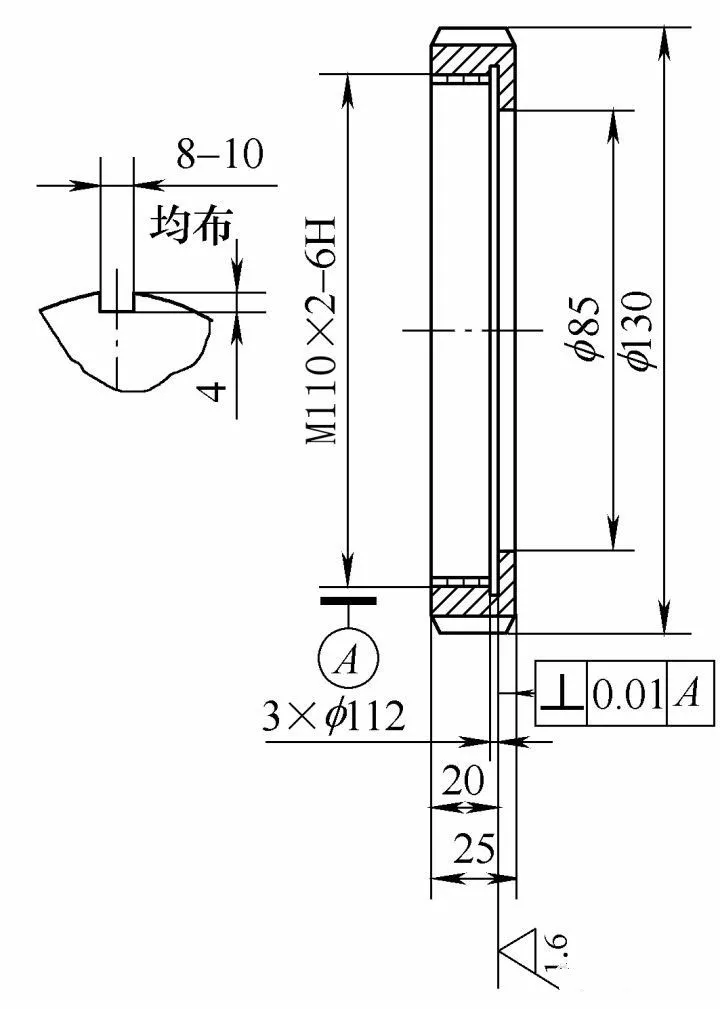
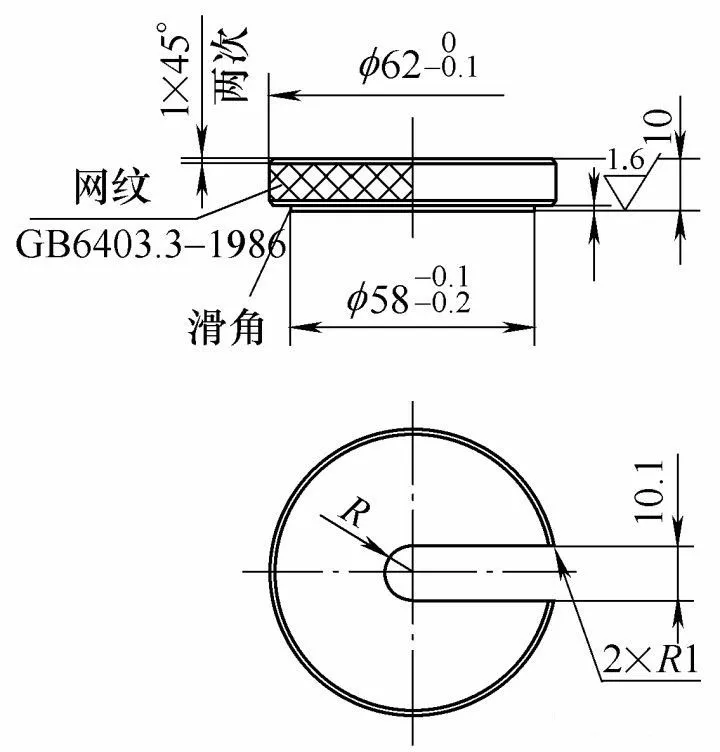
" B, i6 M7 O$ [+ |- j. Y. v. m(1)莫氏定位心轴(图3)为夹具的主体部分,与机床主轴内孔由锥体配合,通过配合间隙的微量校正,使夹具与机床主轴回转中心一致,而零件在莫氏夹具体上定位,根据定位误差的计算得出零件在莫氏定心轴上定位间隙,判断可以满足零件的加工要求。 图3 莫氏定位心轴 (2)压紧螺母(图4)将薄壁管壳零件与夹具体连接,薄壁管壳零件在氏定位心轴上定位后,转动压紧螺母,压紧螺纹内端面压在薄壁管壳零件外圆台阶面上,并将薄壁管壳零件端面轴向压紧,此时,夹紧力的方向沿轴向方向,消除了主切削力加工时引起的加工震动,零件完成夹紧后,加工薄壁管壳零件φ58H7小端孔及端面,由于是轴向夹紧,消除了径向夹紧力产生的薄壁管壳零件加工后回弹变形。 图4 压紧螺母 (3)压板(图5)为压紧薄壁管壳零件端面部分,当完成薄壁管壳零件φ58H7孔及端面加工后,停机,零件不动更换压板,使薄壁管壳零件φ58H7孔端面受轴向端面夹紧力,完成零件二次压紧,压紧后,通过压紧螺母的8-10mm扳手槽将压紧螺母快速卸下。 图5 压板 薄壁管壳零件在第二次轴向端面压紧时,压紧螺母未卸下,此时维持薄壁管壳零件第一次加工状态,第二次轴向端面压紧后,再卸下第一次压紧的螺母,完成薄壁管壳零件的外形加工,消除了径向夹紧变形及切削震动,保证了薄壁管壳零件外圆等尺寸加工精度及几何公差要求。 为了防止机床在高速运转时压板脱离压紧面,在压板设计时,考虑在压板前端压紧面上设计1个φ58mm深1mm的台阶圆,压紧时台阶圆伸进薄壁管壳φ58H7孔里间隙配合。同时为了快速压紧、卸下压板,在压板上设计有10.1mm尺寸的开口槽,使得稍松动六角头螺栓,便可卸下或装夹压板。 结语
& z0 }) \3 p, R工装经过薄壁管壳零件的加工,效果良好,尤其是运用薄壁管壳零件自身的结构,采用双压板形式,使薄壁管壳零件在加工中自始至终不受径向及轴向夹紧力,消除了薄壁管壳零件因夹具夹紧力引起的变形,保证了薄壁管壳零件的尺寸精度及几何公差的技术要求,解决了薄壁类零件产品加工难点,这个工装的设计思路也可以推广到其它连接或薄壁零件的加工使用。 | 

 发表于 2023-5-9 09:46:00
发表于 2023-5-9 09:46:00