|
01 ЪВУДЪЧЕўВуФЃОп ЕўВуФЃОпЪЧЕБНёЫмСЯФЃОпЗЂеЙЕФвЛЯюЧАбиММЪѕЃЌаЭЧЛЪЧЗжВМдк2ИіЛђЖрИіВуУцЩЯЕФЃЌГЪжиЕўЪНХХСаЁЃМђЕЅЕиЫЕЃЌЕўВуФЃОпОЭЯрЕБгкНЋЖрИБЕЅВуФЃОпЕўЗХдквЛЦ№ЃЌАВзАдквЛЬЈзЂЫмЛњЩЯНјаазЂЫмЩњВњЁЃ
( }2 N* @9 q( M
9 w% h; m% P" n; g
ЕўВуФЃОпВњЩњЕФашЧѓБГОАЭЈГЃзЂЫмЛњдкЪЙгУЕЅВуЫмСЯзЂЩфФЃОпЕФЪБКђЃЌЦфБОЩэЕФ зЂ Щф СП КЭ ПЊ ФЃ аа ГЬ жЛ ЪЙ гУ СЫ Жю ЖЈ ЕФ20%~40%ЃЌУЛгаГфЗжЗЂЛгзЂЩфЛњЕФадФмЃЌЖјЕўВуЪНзЂЫмФЃОпФмЙЛдкВЛдіМгЫјФЃСІЕФЛљДЁЩЯЃЌдк 1 ЬЈзЂЩфЛњ 1 ИіВйзїШЫдБЕФЬѕМўЯТФмЪЙВњСПИљОнВуЪ§ГЩБЖдіМгЃЌПЩвдМЋДѓЕиЬсИпЩњВњаЇТЪКЭЩшБИРћгУТЪЃЌВЂФмНкдМЩњВњГЩБОКЭШЫСІзЪдДЁЃЕўВуЪНзЂЫмФЃОпзюЪЪгкГЩаЭДѓаЭБтЦНжЦМўЁЂЧГЧЛПЧЬхРржЦМўЁЂаЁаЭЖрЧЛБЁБкжЦМўКЭашДѓХњСПЩњВњЕФжЦМўЁЃ
5 Y% @" w8 V% s
02 ЕўВуФЃОпЕФгХЕуЪЧЪВУД 1ЃЉгыГЃЙцФЃОпЯрБШЃЌЕўВуЪНФЃОпЫјФЃСІжЛЬсИпСЫ10%ЁЋ15%ЃЌЕЋВњСППЩвддіМг90%ЁЋ95%ЃЛ 2ЃЉФЃОпжЦдьвЊЧѓЛљБОЩЯгыГЃЙцФЃОпЯрЭЌЃЌЧвНЋЖрИБаЭЧЛзщКЯдквЛИБФЃОпжаЃЌЫљвдФЃОпжЦдьжмЦквВДѓДѓЫѕЖЬЃЛ 3ЃЉЪЙгУИпаЇЕўВузЂЫмФЃПЩвдЕУЕНЫЋБЖЛђепЫФБЖгкЦеЭЈЕЅВуФЃЕФВњГіЖјЮоаыЭЖзЪЙКТђЖюЭтЕФЛњЦїКЭЩшБИЁЃетОЭНкдМСЫАВзАЛњЦїЁЂЩшБИКЭРЉНЈГЇЗПЁЂаТдіРЭЖЏСІЕФЗбгУЃЛ 4ЃЉЕўВуФЃОпПЩвдзАдкЕЅВуФЃОпвЊЧѓЯрНќЕФзЂЫмЛњЩЯЃЌЕЅЮЛЪБМфЕФВњГіаЇТЪШДЪЧГЩБЖЕФдіГЄ 5ЃЉНкдМдСЯЃЌвзгкздЖЏЛЏЃЌЬсИпВњЦЗадФмЃЌЫѕЖЬЩњВњжмЦк
. a" I: i& L: ^/ n- d, Y& y9 t( k
03 ЕўВуФЃОпЕФЗжРр 1ЃЉЦеЭЈЕўВуФЃОп 2ВуФЃ 3ВуФЃ 4ВуФЃ зюЖрЕН10Ву
- L9 m; A8 Y6 w* K- U7 R0 \
2ЃЉа§зЊЕўВуФЃОп 3ЃЉTandemФЃ ; i- e& f! ]+ h+ E
04 ЕўВуФЃОпЕФЗЂеЙРњГЬ 1ЃЉЕўВуЪНФЃОпЕФдЪМФЃаЭЪЧ1899ФъУРЙњШЫAlanson cD.Grayдкж§дьБЁБкРЏжЦЦЗЪБВЩгУЃЛ 2ЃЉдчдк1940Фъ12дТE.R.KnowlesОЭШЁЕУСЫЕўВуЪНФЃОпЕФзЈРћШЈЃЌЕЋЮДЭЦЙуЪЙгУЃЛ 3ЃЉ20ЪРМЭ 60 ФъДњШ№ЪПЕФФЃОпжЦдьЩЬПЊЪМбаОПгУгкМгЙЄЫмСЯЕФЕўВуЪНФЃОпЃЌжївЊЪЧЩњВњАќзАКаМАМђЕЅЕФШеГЃгУЦЗЕФзЂЫмФЃОпЃЛ 4ЃЉ1980 ФъЕТЙњШЫЩшМЦСЫЦеЭЈСїЕРЕФЫЋВузЂЩфФЃЃЈМДРфСїЕРЕўВуЪНФЃОпЃЉЃЛ 5ЃЉ20ЪРМЭ80ФъДњФЉ90ФъДњГѕШеБОШЫЁЂЕТЙњШЫЩшМЦЗЂУїСЫИїздВЛЭЌНсЙЙЕФШШСїЕРЕўВуЪНФЃОпЃЛ 6ЃЉ20ЪРМЭ90ФъДњГѕTradesco ФЃОпЙЋЫОЕФ RozemaбаЗЂГі4ВуФЃЃЛ 7ЃЉ21ЪРМЭГѕTradescoФЃОпЙЋЫОГЩЙІПЊЗЂСЫ3ВуЖрЧЛЕўВуЪНШШСїЕРФЃОпЃЛ 8ЃЉ1995 ФъЖэТоЫЙЕФ GrabovskiбаЗЂГіжБНЧНјННШШСїЕРЕўВуЪНФЃОпЃЛ 9ЃЉ21ЪРМЭГѕЕТЙњШЫЩшМЦСЫвЛжж16+16 ЧЛЕФ 2 жжВФСЯЕФа§зЊЕўВуЪНФЃОпЃЌжЎКѓгУгкЖрЩЋзЂЫмЕФа§зЊЕўВуФЃОпж№НЅЙуЗКЪЙгУЃЛ 10ЃЉ2002ФъгЩЕТЙњBielefeldДѓбЇгІгУПЦбЇбаОПдКПЊЗЂСЫгІгУгкКёБкжЦЦЗЕФTandemФЃОпЁЃ x: @) O1 s" B v( x, e! q+ H
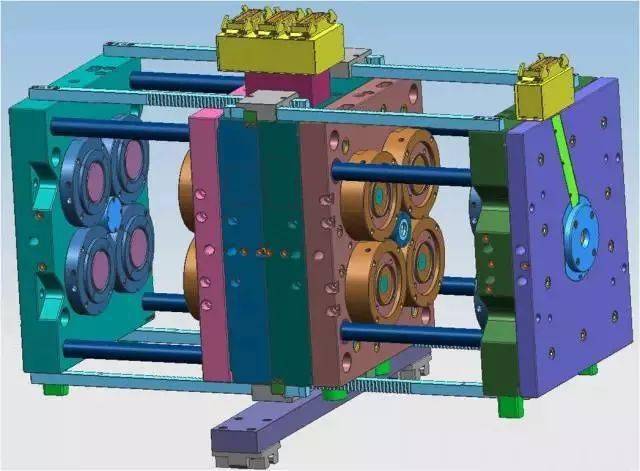
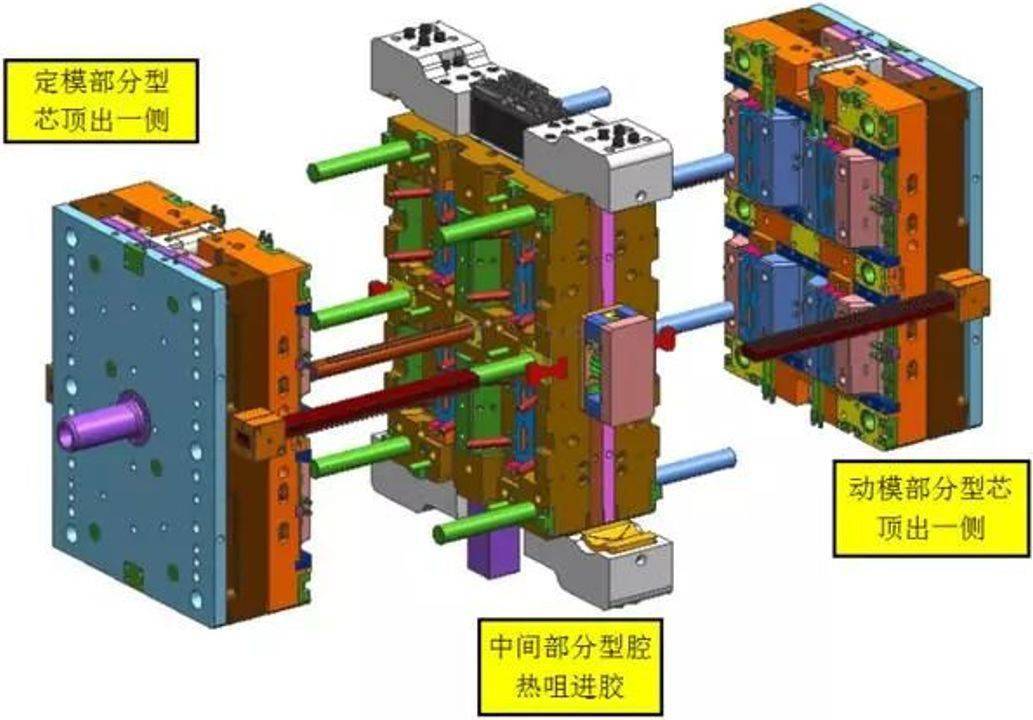
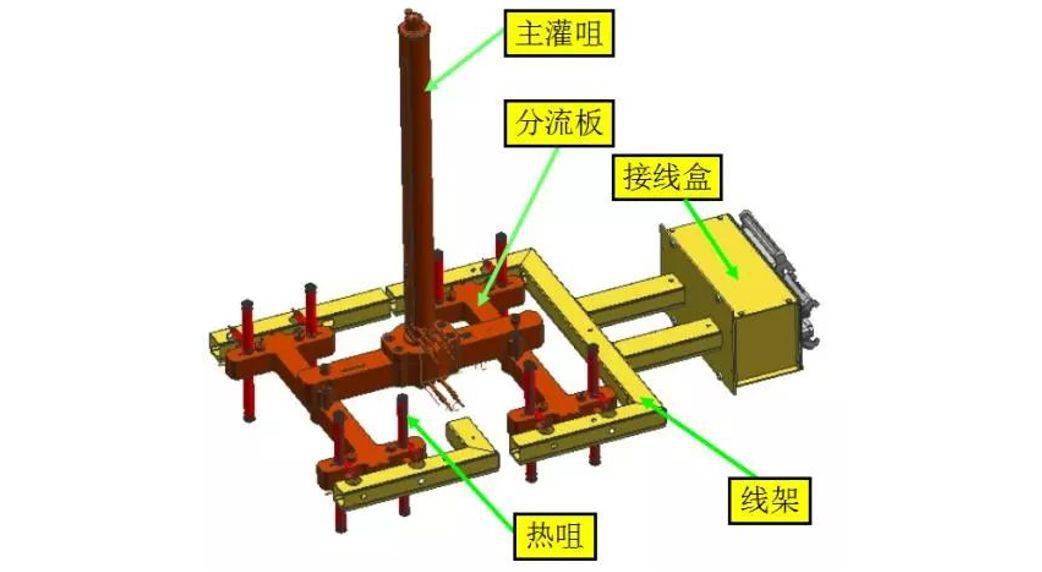
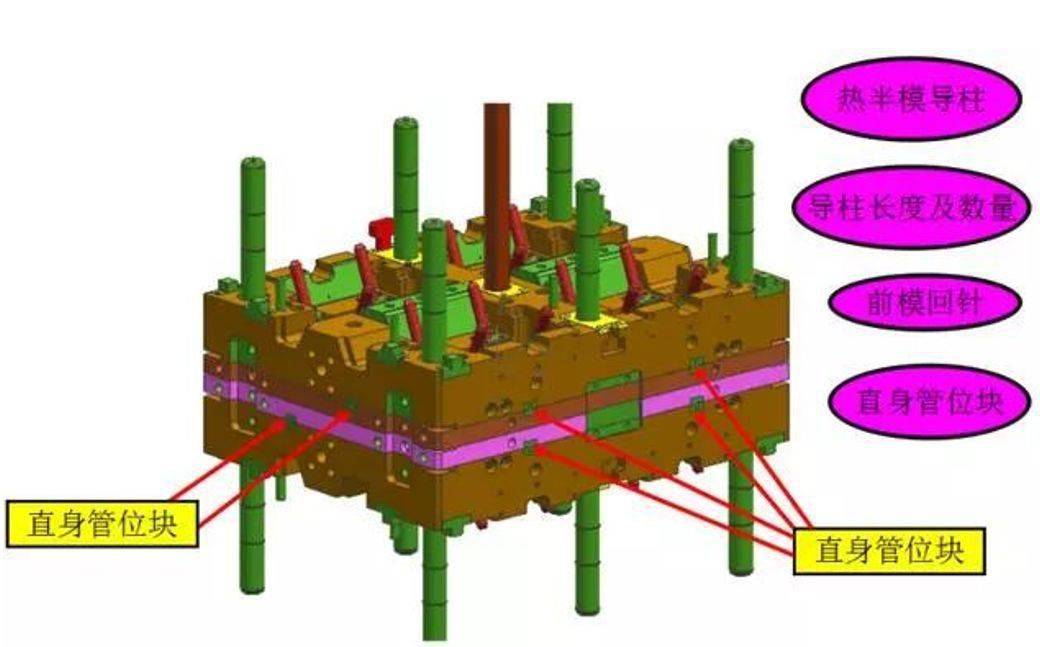
05 ЕўВуФЃОпНсЙЙ 2ВуЕўВуФЃОпЛљБОЙЙГЩВПЗж
1 M, z0 {$ h8 c4 O7 q: N) K$ K9 h
7 M, I4 c$ d$ s% p! S6 j
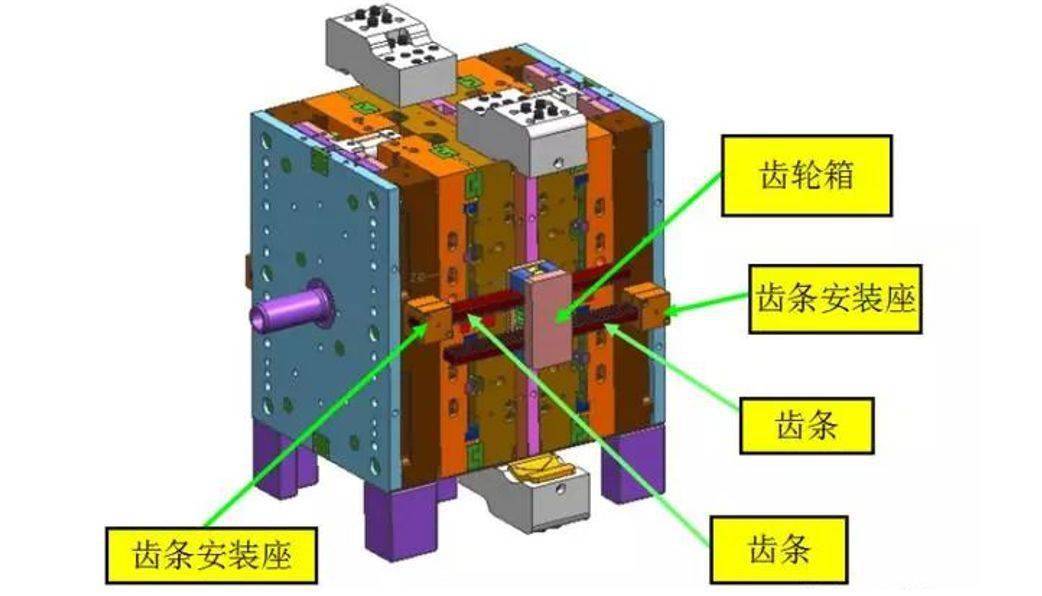
ЕўЪНШШСїЕРЩшМЦ 1ЃЉжїЙрОзЕФдЫЖЏЕМЯђ 2ЃЉжїЙрОзгыСїЕРАхЕФСЌНг 3ЃЉСїЕРАхгыШШОзЕФСЌНг 4ЃЉЯпМмЁЂНгЯпКагыШШСїЕРВПЗжЕФећЬхЛЏЩшМЦ 5ЃЉШШСїЕРЕФЦНКтММЪѕ 6ЃЉШШСїЕРзАВ№ЗНБуадПМТЧ 7ЃЉШШСїЕРЯЕЭГЕФБЃЛЄ
# N- R. m/ r3 a: z
& S. X! s9 r* Z) [
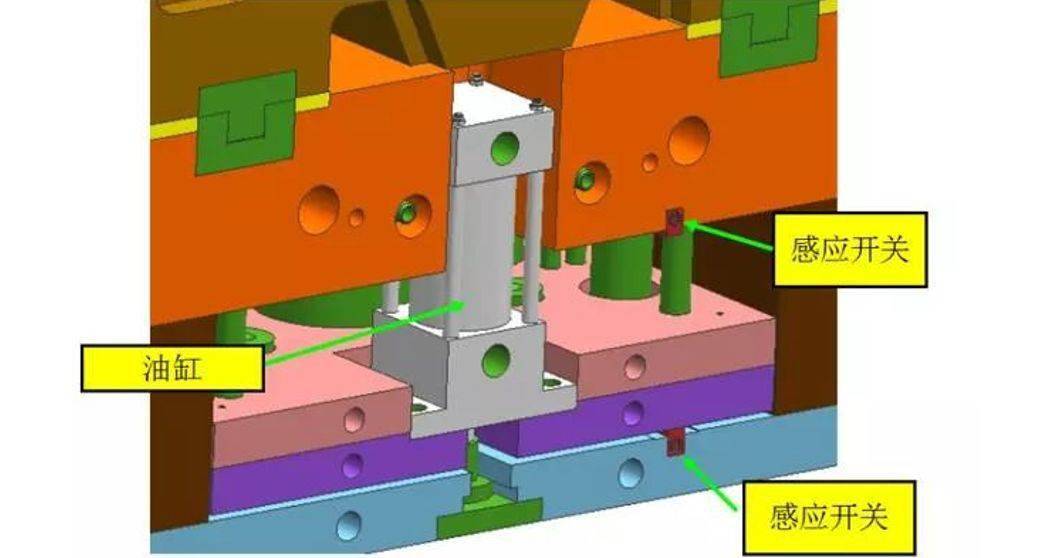
ШШОзБЃЛЄ % f( {9 ^- F0 N
9 }4 a% E/ O* W
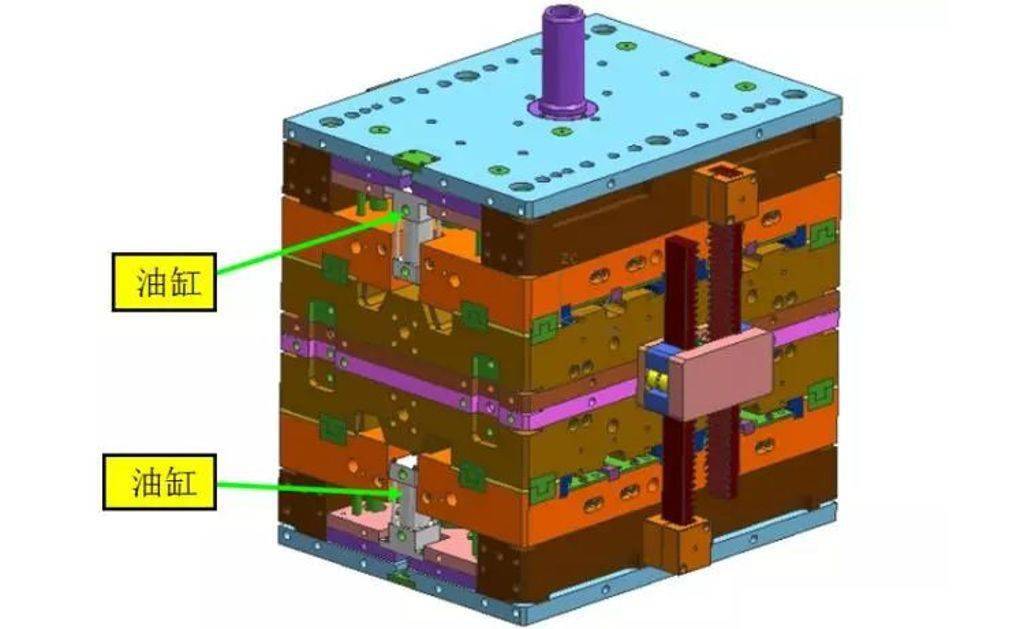
ЭЌВНПЊФЃЛњЙЙ
8 p- c$ _; E% L& j
! x( W1 F1 U6 M" }" X; e! L# F& @
жаМфжЇГХЕМЛЌЛњЙЙ + Y }& z7 m8 O. h6 f: R4 y
' G0 z" X7 i; G: R/ L- }
ЖЅГіЛњЙЙ 2 g* {: I4 o- T' s( _8 s; K9 B
) ?5 S" Q) v9 ^, l; |: E; D
& y% J& c/ _, W& _# V
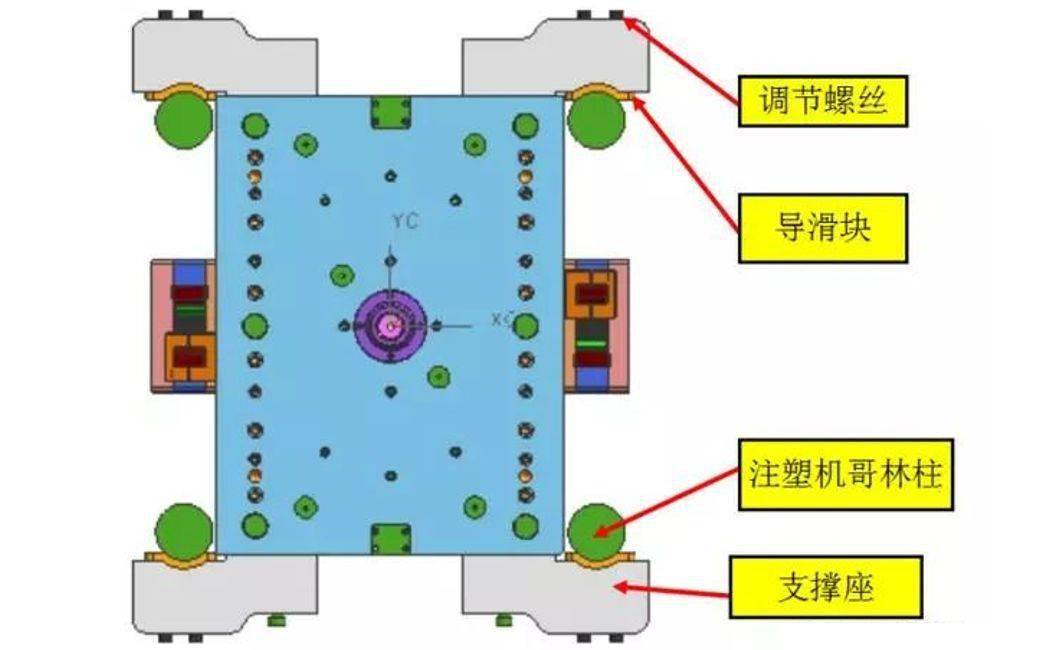
ЕМЯђЖЈЮЛЯЕЭГЃФЃХпВПЗж & r" d' z; S, A y" A1 ]
7 X8 p5 v* C6 I- v5 J% a* T$ t x0 B0 _
06 ЕўВуФЃОпЩшМЦПМТЧвЊЕу 1ЃЉФЃОпПЊФЃКѓжїЙрОзВЛФмЭбГіЕМЬзжЎЭтЃЌгІзЂвтжїЙрОзГЄЖШКЭФЃОпПЊФЃааГЬЕФКЯРэЩшжУЃЛ 2ЃЉашаЃКЫзЂЫмЛњзюДѓПЊФЃааГЬКЭзюДѓЫмЛЏСПЃЛ 3ЃЉзЂЩфзАжУЕФдЄЫмаЇТЪвЊИпЃЛ 4ЃЉзЂЩфЫйТЪЪЪЕБдіМгЃЛ 5ЃЉШШСїЕРШлЬхЕФбЙСІЪЭЗХЃЛ 6ЃЉаЭЧЛВМжУгыжїЙрОзЕФЙиЯЕДІРэЁЃ | 

 ЗЂБэгк 2023-4-25 14:36:11
ЗЂБэгк 2023-4-25 14:36:11