|
在对薄壁空心件进行车削时,装卡变形可能会造成所规定的公差范围超限并致使工件变成废品。因此,对卡盘的选择非常重要。平衡夹钳具有很大的优势,在对装卡点进行最佳的布置之后,工件的变形可以减小到原来变形量的10%,而卡盘的夹持力仍可保持不变。 2 r2 x" O% [* S* w1 R6 I
在工件上对卡盘布置作标识通常被夹紧的工件在车削加工之后,在设备上仍会呈现完好的圆形。薄壁工件在装卡之后,或多或少会呈现出非圆形状,通过测圆工具可以明显观测到。因此必须在工件上标识出卡盘的分布情况,以便可以识别夹持力是否引起了变形。
& m/ [1 X: }2 a9 L3 X% Z7 L; `
图1 对材料的自由夹持可以导致无规则的形状误差 ; w( l) B# {" a) h5 g1 o7 b4 t' h! l
图1和图2即通过简易的方式显示因车削加工造成圆度缺陷的各种原因。铸件应力消除时也可能会出现不规则的形状误差,这与带有局部材料聚积的特殊工件造型有着重要关联。对圆度误差与夹持位置的明确划归是无法做到的,对苛刻表面的试车削、松弛和精车削,或在加工之前对原料工件进行自由退火,将有助于提高工件的质量。 5 S( P8 T8 F( h/ c, K
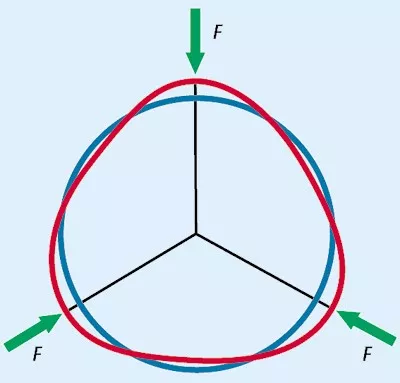
图2 通过卡盘夹持力的作用,而产生有规则的变形
7 c) a0 i) S( ?3 \+ i3 \. X
在图2的例子中,工件很明显受到卡盘夹持力的作用而变形,其孔部在卡盘区域有些向内挤压。因此,该处在工件的松开和退出之后,会有过多的材料被磨削的情况。最简单的办法就是考虑降低夹持压力。对此,必须注意卡盘在此状况下是否还有足够的夹持力,因为磨光工序通常需要较高的切削速度和转速。在没有离心力平衡的条件下,夹持力容易下降到危险水平。
% {* W4 ^- N; u8 d/ }& T
通过圆度测定反映误差) L9 V _8 g" b9 }% }1 ^# {9 P
不仅这两种误差源相互之间的差异很明显,圆度测定也常常显示出介于两种情形之间的某种混合形状。它可以提供有关误差源原因的信息,以便采取补救措施。 ( B: y7 [$ H4 |- h+ {, g# n
图3 带有硬质卡钳的型强力卡盘
3 A0 E/ w) I* r# A U2 `+ G
如果夹持力的降低没有带来令人满意的结果,则可以建议对所使用的卡盘进行分析。如灰口铸铁的外壳件等原料工件,往往采用硬质标准阶梯状卡盘进行夹持(图3)。其夹持面的卡齿在较长时间的使用之后,会自然磨损而逐渐变钝,夹持和紧固效果减弱,工件在加工过程中打滑或从卡盘脱出的危险性由此逐步增加。
t9 z! ]) j P- z9 j% _- q l
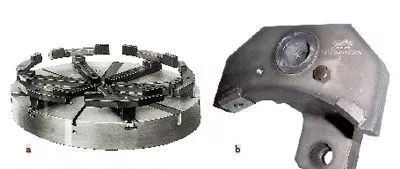
图4 爪形卡盘(a)和扇形卡盘(b) * R8 T# u6 U4 D5 A! o) i6 H. r
硬质阶梯式卡盘( n; B+ ~" g5 p: ]
新型卡盘由于其夹持效果好,所需的夹持力可以较低,因此工件的变形程度较小。带有锥角齿的爪形卡盘(图4)可以提供更高的安全性,这种卡盘可以紧紧抓住工件的表面,在与铺路砖一齿的阶梯卡盘具有同等夹持力的情况下,可以实现双倍的切削力。
* N- }$ i( i+ S8 ]: U0 z, }
摆爪式卡盘在夹持敏感的原料工件时具有特别的优势(图5),摆动桥把夹持力分配到双倍数量的夹持点上,每个夹持点都只承受一半的力,工件上各夹持点之间的弯曲弹性范围得以缩小。如果夹持点的分布达到最佳的程度(均匀地分布在圆周上),则工件的变形大约可以减小到原变形量的10%,而无需降低卡盘的夹持力。
. ]3 S7 C: G% l
图5 带有摆爪(b)的卡盘(a) % k" Q5 i; r7 c, ~1 k
在已经车削完毕的工件直径上夹持的状况下,可以使用应用范围更加广泛的硬质卡盘(图6)。旋入的夹持直径在整个圆周上支撑工件,即使在较大的夹持力下工件也不会发生变形。这种卡盘可以由不同的厂商提供,属于特殊造型,可依据工件图纸进行最佳的设计和制造。
' O* c- I- N* `
图6 8 Z3 b' h& H) z! i
针对大批量相同或类似工件的加工,可以采用特殊的夹持器械。尤其对于薄壁的环,使用带有6或12个直径为400~4000mm卡盘的机械传动式杠杆平衡卡盘,可以获得很好的效果(图7)。在各个卡盘之间形成一种夹持量和夹持力的均衡状态,因此,即使工件的圆周存在误差,工件也可以安全且无变形地被夹持住。此外,夹具还可以通过手动和自动被切换到一种纯中心夹持方式。
# L. g8 l/ I9 i0 E- A& y8 A
图7
' ~. E3 O6 F1 Q7 k
夹持力轴向作用于支座
5 ?. i, X8 U" G% p" J针对特别容易变形和不规则形状的工件,通常采用指形卡盘。在这种情况下,夹持力并非以径向方式作用,而是由指形卡盘轴向作用于所设定的对中点和支撑点(图8),工件的径向变形在最大程度上得以避免。在指形卡盘上,可以结合先前的对中卡盘和较小的夹持力以及强劲的轴向夹持。此外,还有很多的特殊卡盘不仅可以用于环形工件,同时也可以用于各种复杂形状的工件。 9 \* i& \/ q1 o5 r; ^
图8 对中指形卡盘 $ C/ d" m& e5 K+ Z
此类夹具大部分都是为特定形状的工件而设计的,这种卡盘要比批量加工的标准夹具价格高,但是可以极大提高加工质量和生产效率,在较短的时间内即可收回成本。 * {" v4 J: ?0 L2 d
| 

 发表于 2023-4-14 09:23:29
发表于 2023-4-14 09:23:29