|
ΙΛΦΰ‘ΎΦ–≥÷Ιΐ≥Χ÷–Μα≤ζ…ζΕύ¥σΒΡ±δ–ΈΘΩ≤ΜΆ§ΒΡΦ–≥÷ΖΫΑΗ‘θ―υ»Ζ±ΘΙΛΦΰΈ§≥÷‘≠”–≥Ώ¥γΘΩœ÷”–ΒΡΦ–≥÷Τς–Β»γΚΈΩ…“‘ΒΟΒΫΉνΦ―ΒΡ‘Υ”ΟΘΩΕ‘”Ύ¥ΥάύΈ ΧβΘ§–ιΡβΦ”ΙΛΩ…Ρή «“Μ÷÷”––ßΒΡΡΘΡβΖΫΖ®ΓΘ
6 n7 N; d! y! V$ n
* F' [- B9 \$ S
ΆΦ1 ΡΘΡβΩ…“‘ΩλΥΌΖ¥”≥≥ω“ΜΗωΜΖΉ¥ΙΛΦΰ±Ί–κ»γΚΈΫ” ήΦ–≥÷ $ R% }9 Y! {: B* n
ΚήΕύ»Υ…ηΦΤ ΠΟφΝΌ≥§¥σ≤ΩΦΰΚΆ≥§¥σ≥ΏΕ»œΒΆ≥ΒΡΦ”ΙΛΘ§¥σΕύ±»Ϋœ÷Ί ”Α≤»ΪœΒ ΐΓΘΒΪ»γΫώΘ§Τσ“ΒΈΣΝΥ±Θ≥÷ΨΚ’υΝΠΘ§―–ΖΔΚΆ…ηΦΤ»Υ‘±ΥυΟφΝΌΒΡ“Σ«σΗϋΕύΓΣΓΣ±Ί–κΥθΕΧ…ηΦΤΚΆ…ζ≤ζ ±ΦδΘ§ΫΒΒΆ÷ΊΝΩΚΆΫΎ‘ΦΡή‘¥Θ§Ά§ ±ΧαΗΏ≤ΩΦΰΚΆ’ϊΗωœΒΆ≥ΒΡΨΪΕ»ΓΔΡΆ”Ο–‘ΚΆ Ι”Ο ΌΟϋΘ§ΫΒΒΆΫΪά¥ΒΡΈ§ΜΛΖ―”ΟΒ»ΓΘ
! \ |3 T9 J B" J# O; a8 b
Ε‘¥σ≥Ώ¥γ±Γ±ΎΜρΧΊ±πΗ¥‘”ΙΛΦΰΒΡΨΪ»ΖΦ”ΙΛΆυΆυ «“ΜœνΨΏ”–Χτ’Ϋ–‘ΒΡ»ΈΈώΓΘ“ΜΖΫΟφΦ–≥÷ΝΠ≤ΜΒΟ≥§Ιΐ“ΜΕ®ΒΡœόΕ»Θ§“‘ΟβΙΛΦΰΖΔ…ζ±δ–ΈΜρΥπΜΒΘ§Νμ“ΜΖΫΟφΦ–≥÷±Ί–κ“ΣΑ≤»ΪΩ…ΩΩΘ§“‘±ψΒ÷ΩΙΉΓ«–œςΝΠΒΡΉς”ΟΓΘ≤…”Ο”–œό‘ΣΖΫΖ®Θ®FEMΘ©Θ§Ω…“‘Ω¥≥ωΙΛΦΰ‘ΎΦ–≥÷ΚΆΦ”ΙΛΙΐ≥Χ÷–ΒΡΨΏΧε±μœ÷ΓΘ + R1 [& V* J: H
ΆΦ2 ΈΣΝΥΦλ≤βΙΛΦΰΒΡΉ¥ΩωΘ§‘ΎΙΛΦΰ…œ…η÷Ο“ΜΗωΆχ
' ~7 }8 W5 y8 d* P1 I5 y
ΡΘΡβΙΛΦΰΒΡΦ”ΙΛΉ¥Χ§‘ΎΡΘΡβΒΡΜυ¥Γ…œΘ§Ω…“‘…ηΦΤ≥ωΦ–ΨΏΓΔΩ®«·ΓΔΦ–≥÷ΗΏΕ»ΓΔΦ–≥÷ΝΠΚΆΉΣΥΌ÷°ΦδΒΡΉνΦ―¥ν≈δΓΘΥϋΩ…“‘ΧαΙ©ΙΛΦΰΒΡΤΤΕœΜζάμΓΔΗ’–‘ΓΔ ΌΟϋΚΆ’ώΕ·ΧΊ–‘Β»“ΣΥΊΓΘ”»Τδ «’κΕ‘Η¥‘”Άβ–ΈΒΡΙΛΦΰΚΆΚήΗΏΨΪΕ»ΒΡ“Σ«σΘ®»γ÷α≥–ΓΔ≥ί¬÷ΓΔΈ–¬÷ΜζΆβΩ«ΓΔ”ΆΗΉΕΥΆΖΚΆ÷ΤΕ·ΜΖΒ»Θ©Θ§‘γΤΎΡΘΡβΨΏ”–Κή¥σΒΡΚΟ¥ΠΓΘ‘ΎΡΘΡβΙΛΦΰ‘ΎΦ–ΨΏ…œΚΆ‘ΎΦ”ΙΛΙΐ≥Χ÷–ΒΡ±μœ÷Ή¥Χ§ ±Θ§÷Μ–η…ΌΝΩ ΐΨίΘΚ
( {4 v- }) y" c- B
•ΙΛΦΰΒΡ3DΡΘ–ΆΘ§άΐ»γCAD ΐΨίΘΜ •”–ΙΊ≤Ρ÷ ΒΡΥΒΟςΘΜ •«–œς≤Έ ΐΚΆΉν¥σΦ”ΙΛΉΣΥΌΘΜ •¥χ”–Φ–≥÷ΒψΈΜΒΡΦ–≥÷ Ψ“βΆΦΘΜ •Φ–≥÷ΝΠΚΆΦ–«·ΝΠΒΡ…ηΕ®÷ΒΘΜ •Φ–«·ΦΗΚΈΆβ–ΈΘ§άΐ»γΙβΜ§Φ–«·ΚΆ¥…Ή©Β»ΘΜ •ΜζΤς…η±Η ΐΨίΘ§”–ΙΊΦ–≥÷”ΆΗΉΚΆ–Ρ÷αΖ÷≤ΦΒΡΧΊ±πΥΒΟςΓΘ ΗυΨί’β–© ΐΨίΘ§ Ήœ»“Σ‘ΎCAD≥Χ–ράοΫ®ΝΔΤπœύ”Π”ΎΦ–≥÷»ΈΈώΒΡ3DΡΘ–ΆΓΘ»ΜΚσ‘ΎFEM≥Χ–ρ÷–Ε‘≤ΡΝœΚΆΦ–≥÷Ϋ”¥ΞΟφΉω≥ωΕ®“εΘ§Ά§ ±…ηΕ®ΑϋΚ§Τπ ΦΚΆ÷’÷ΙΫΎΒψ‘ΎΡΎΒΡΗςΗωΫΎΒψΆχ¬γΘ®ΆΦ2Θ©ΓΘ‘ΎΚσ–χΒΡΦ”‘Ί≤Ϋ÷η÷–Ε®“ε≥ωΗςœν±Ώ‘ΒΧθΦΰΓΘ 3 T7 q9 }& P5 o+ ?" F9 w
άΐ»γ‘ΎΒΎ“Μ≤ΫΦ”‘ΊΙΐ≥Χ÷–Θ§ΡΘΡβΙΛΦΰ‘ΎΧΊΕ®Φ–≥÷ΝΠΉς”ΟΒΫΧΊΕ®ΒψΈΜ…œ ±ΒΡ±μœ÷Ή¥Χ§ΓΘ‘ΎΒΎΕΰΦ”‘Ί≤Ϋ÷η÷–Θ§ΧΫΨΩΒ±ΙΛΦΰ¥Π”Ύ–ΐΉΣΩ®≈Χ…œΉςΗΏΥΌ–ΐΉΣ ±‘ΊΚ…ΒΡ±δΜ·ΓΘΒΎ»ΐΗωΦ”‘Ί≤Ϋ÷η‘ρΡΘΡβΙΛΦΰ‘ΎΦ”ΙΛΙΐ≥Χ÷–ΒΡ±μœ÷Ή¥Χ§ΓΘ 1 S( l* w _3 }. i1 O, b
‘ΎΨ≠Ιΐ≥θ≤ΫΦΤΥψ÷°ΚσΘ§Ω…“‘Ε‘ΒγΆχΒΡΤΩΨ±≤ΩΈΜΫχ––œΗΜ·Θ§“‘ΗΡ…ΤΡΘΡβΫαΙϊ±μ ω÷ ΝΩΓΘ3DΗ≈ΙέΆΦΜρΕ·Μ≠ΆΦΤ§Ω…“‘«εΈζ≤ϊ ωΟΩ“ΜΗωΦ”‘Ί≤Ϋ÷ηΘ§ΥΒΟςΚΈ÷÷ΨΕœρΜρ÷αœρ±δ–ΈΫΪΜαΖΔ…ζΓΘ 6 V9 o; b7 q$ Z$ V+ N# P, R* T
≥§ΙΐΥυ ω―”…λΦΪœόΒΡΥή–‘±δ–ΈΖ«≥Θ÷Ί“ΣΘ§“ρΈΣΥϋ‘ΎΦ”ΙΛΫα χ÷°ΚσΈόΖ®Μ÷Η¥ΓΘ¥ΥΆβΘ§Ω…“‘ΗυΨίΡΘΡβΫαΙϊά¥Τά≈–≤…”ΟΡ≥÷÷Φ–≥÷ΖΫΑΗ «ΖώΩ…“‘¥οΒΫΧΊΕ®ΒΡ‘≤Ε»ΓΘ 6 V7 ^: s6 U% s* h
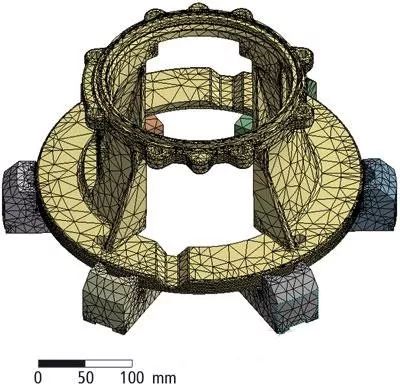
ΆΦ3 GG25÷ΐΧζ«ΐΕ·ΝΐΉ”ΒΡΚλ…Ϊ«χ”ρ‘ΎΦ–≥÷Ιΐ≥Χ÷–ΧΊ±π ήΝΠ
" }8 i4 r" G0 N0 a
ΡΘΡβ≤ΜΆ§ΒΡΦ–≥÷–ßΙϊ
7 K ^- c, w4 a! @& q≤…”ΟFEMΩ…“‘Ε‘≤ΜΆ§Φ–≥÷ΚΆΦ”ΙΛ≤Έ ΐΘ§…θ÷ΝΕ‘‘ΎΙΛΦΰ…œΝΠΒΡ≤ΜΆ§ΒΦ»κΒψΈΜΨυΩ…Ϋχ––ΡΘΡβΓΘ÷ν»γΝψΈΜΦ–≥÷¬ίΥ®Ω…“‘÷±Ϋ”≈ΓΒΫΙΛΦΰ…œΒΡΦ–≥÷ΖΫΑΗ“≤Ω…“‘±ΜΡΘΡβΓΘ‘Ύ’βάοΘ§FEMΩ…“‘Ε‘¬ίΥ®ΒΡΈ»Ε®–‘ΚΆΙΛΦΰΒΡ±δ–Έ–‘Ήω≥ω±μ ωΓΘ 7 v; a/ e- e9 K% |
Ά®Ιΐ“Μ‘ράΐΉ”Ω…“‘±μΟςΘ§Ϋη÷ζ”ΎFEMΕΦΩ…“‘ΉωΒΫ ≤Ο¥ΘΚΆ®ΙΐΡΘΡβΩ…“‘Ε‘GG25÷ΐΧζ≤Ρ÷ ΒΡ«ΐΕ·ΝΐΉ”ΒΡΦ–≥÷Ή¥ΩωΫχ––―–ΨΩΘΚΥυ“ΣΦλ―ιΒΡ «ΤυΫώΈΣ÷ΙΨυ≤…”Ο»ΐΒάΙΛ–ρΦ”ΙΛΒΡ±ΟΒΡ«ΐΕ·≤ΩΦΰ «Ζώ“≤Ω…“‘÷Μ≤…”ΟΝΫΒάΦ”ΙΛΓΘΕ‘¥ΥΘ§‘Ύ“ΜΗω±ξΉΦΒΡΝυ«·ΑΎΕ·ΤΫΚβΩ®≈Χ…œΫχ––ΨΕœρΦ–≥÷ ‘―ιΘ®ΆΦ3Θ©ΓΘ
2 @2 S1 i5 I2 n) e0 z
ΒΎ“Μ¥ΈΡΘΡβΫαΙϊœ‘ ΨΘ§218f7≈δΚœ÷±ΨΕ…œΒΡ‘≤Ε»Έσ≤νΘ®ΙΪ≤νΖΕΈßΈΣ0.048mmΘ©‘ΎΦ–≥÷ΓΔΗΏΥΌ≥ΒœςΚΆΦ”ΙΛ÷°Κσ¥οΒΫΝΥ0.054mmΘ§Φ¥≥§≥ωΝΥΙΪ≤νΖΕΈßΓΘ
7 G2 v) X+ P0 Z
‘ΎΒΎΕΰ¥ΈΡΘΡβ ‘―ι÷–ΧαΗΏΝΥΉΣΥΌ≤ΔΕ‘«–œς ΐΨίΫχ––ΝΥΤΞ≈δΘ§’β¥Έ ‘―ι‘ρ≥…ΙΠΝΥΓΘΫωΫωΆ®Ιΐ±δΕ·Φ”ΙΛ≤Έ ΐΘ§Φ¥Ω…‘Ύœ÷”–ΒΡ±ξΉΦΦ–ΨΏ…œ Βœ÷Ε‘«ΐΕ·ΒΤΨΏΒΡΦ”ΙΛΘ§’β»Ζ «“ΜΗωΦΪ¥σΒΡ≥…±ΨΫΎ‘ΦΓΘ»γΙϊΟΜ”–Ϋχ––’β―υœξœΗΒΡFEMΖ÷ΈωΘ§‘ρ «ΚήΡ―¥οΒΫ’βΗωΡΩ±ξΒΡΓΘ 8 J9 ]$ b5 x) V
”…”ΎFEMΉήΜΙ÷Μ «“Μ÷÷άμ¬έ…œΒΡΦΤΥψΘ§Ω…“‘Ϋ®“ι‘ΎΡΘΡβΒΡΜυ¥Γ…œΫχ––“Μ¥Έ ΒΦ ΒΡ ‘―ιΓΘ‘Ύ¥σΕύ ΐ«ιΩωœ¬Θ§ ΒΦ ΫαΙϊΆυΆυ≤ΜΜαΤΪάκΥυΦΤΥψΒΡΫαΙϊΓΘΒΪ»γΙϊ «¥ψΜπΙΛΦΰΜρ¥χ”–…ΑΤΛΒΡ÷ΐΦΰΘ§‘ρ‘Ύ≤ΡΝœ…œΒΡΉ‘Φ–≥÷”– ±ΜαΒΦ÷¬Ϋœ¥σΒΡ≤ν“λΓΘ
7 C7 N: |* D- P% T( K4 d9 K$ k | 

 ΖΔ±μ”Ύ 2023-3-16 09:53:58
ΖΔ±μ”Ύ 2023-3-16 09:53:58