|
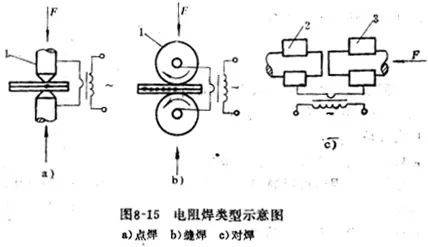
电阻焊是在焊件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的工艺方法。电阻焊的种类很多,常用的有点焊、缝焊和对焊三种。
3 x- w i L( |3 ` [
1.点焊 点焊是将焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊要紧用于薄板焊接。 点焊的工艺过程: (1)预压,保证工件接触良好。 (2)通电,使焊接处形成熔核及塑性环。 (3)断点锻压,使熔核在压力连续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。 4 k) {1 q9 ?$ X* s2 S$ X, ]2 {0 _
2.缝焊 缝焊是将焊件装配成搭接或对接接头,并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法。 缝焊要紧用于焊接焊缝较为规则、要求密封的结构,板厚一样在3mm以下。 ' E+ F5 C% [) f; V8 b$ A
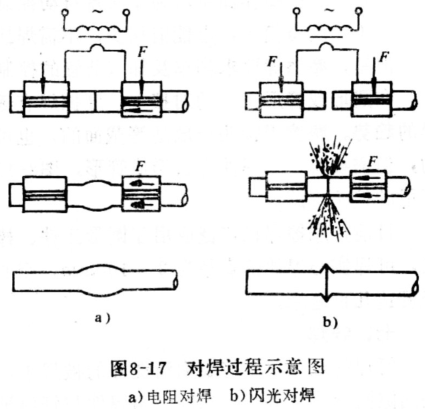
3.对焊 对焊是使焊件沿整个接触面焊合的电阻焊方法。
, J9 W8 ?0 d$ Z' d9 t
(1)电阻对焊 电阻对焊是将焊件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后断面并迅速施加顶锻力完成焊接的方法。 电阻对焊要紧用于截面简单、直径或边长小于20mm和强度要求不太高的焊件。 3 j* X6 x1 `9 r, x* B/ H8 p; L
(2)闪光对焊 闪光对焊是将焊件装配成对接接头,接通电源,使其端面逐步移近达到局部接触,利用电阻热加热这些接触点,在大电流作用下,产生闪光,使端面金属熔化,直至端部在一定深度范畴内达到预定温度时,断电并迅速施加顶锻力完成焊接的方法。 闪光焊的接头质量比电阻焊好,焊缝力学性能与母材相当,而且焊前不需要清理接头的预焊表面。 闪光对焊常用于重要焊件的焊接。可焊同种金属,也可焊异种金属;可焊0.01mm的金属丝,也可焊20000mm的金属棒和型材。 , L. b0 S1 v) y4 Q0 m& @
| 

 发表于 2023-1-4 13:58:18
发表于 2023-1-4 13:58:18