|
转向节是汽车底盘系统中对的重要部件,通常会采用工艺分散的方式进行加工,工序过程为:粗车半精车、磨削、粗铣精铣、钻孔、铰孔、攻丝,有多道工序需要用到专用的夹具。
8 L" g0 _/ W/ {: P9 b. }$ `
下面设计使用的一些夹具实物图 ▼ 图1 3 G( [! N: n b3 w* q( R0 y
图2
( K k; ^) b% [7 n+ u. x
图3 * V8 J, f5 F& c& i! G
图4
0 u7 Q3 }5 y' l2 I! ]
图5 ; W$ Z& l( `& c a3 r
看完这些加工和实物可知,转向节的结构复杂,属于空间异形件,其加工部位空间方位多、孔系件的位置度要求严,所以需要设计专用的夹具实现在加工过程中的准确定位和夹紧。接下来我们主要针对如下图6所示的整体式转向节,提出合理的加工方案,并设计铣面钻孔的夹具。 图6 整体式转向节
! A u( a! V' Y7 _; A" C6 W) L
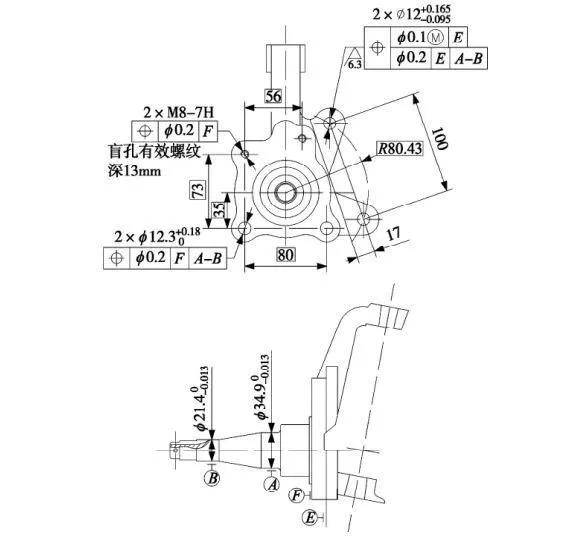
一、转向节加工工艺分析如图6所示转向节第二个工序设计夹具,在第一道工序加工完转向节轴相关尺寸以及螺纹 孔M8和Φ12.3的通孔所在平面后的工序,这一工序所需加工尺寸如图7所示,主要加工尺寸有: 2 个M8的螺纹孔,有效螺纹深度为13mm;2个Φ12.3的通孔;2 个Φ12的通孔;铣Φ12通孔所在的平面,表面粗糙度要求为 Ra6.3。 ' ~( R3 m* W9 W! a- A
图7 转向节加工尺寸要求
7 e. r- @( Y( C: r4 h5 x. c2 i, `
二、转孔铣面夹具的设计2.1 定位基准与夹紧方案的确定 由于在进行此工序加工之前已经完成转向节轴相关尺寸以及螺纹孔的加工。所以选用尺寸为Φ34.90的轴段外圆面和螺纹孔M8和Φ12.3通孔所在平面做为精定位基准,限制工件的4个自由度,同时利用转向节长弯臂做为粗定位基准,限制工件其余的2个自由度。采用翻转式结构,通过螺旋杠杆夹紧装置进行夹紧。
+ s& C" V7 M: e: }
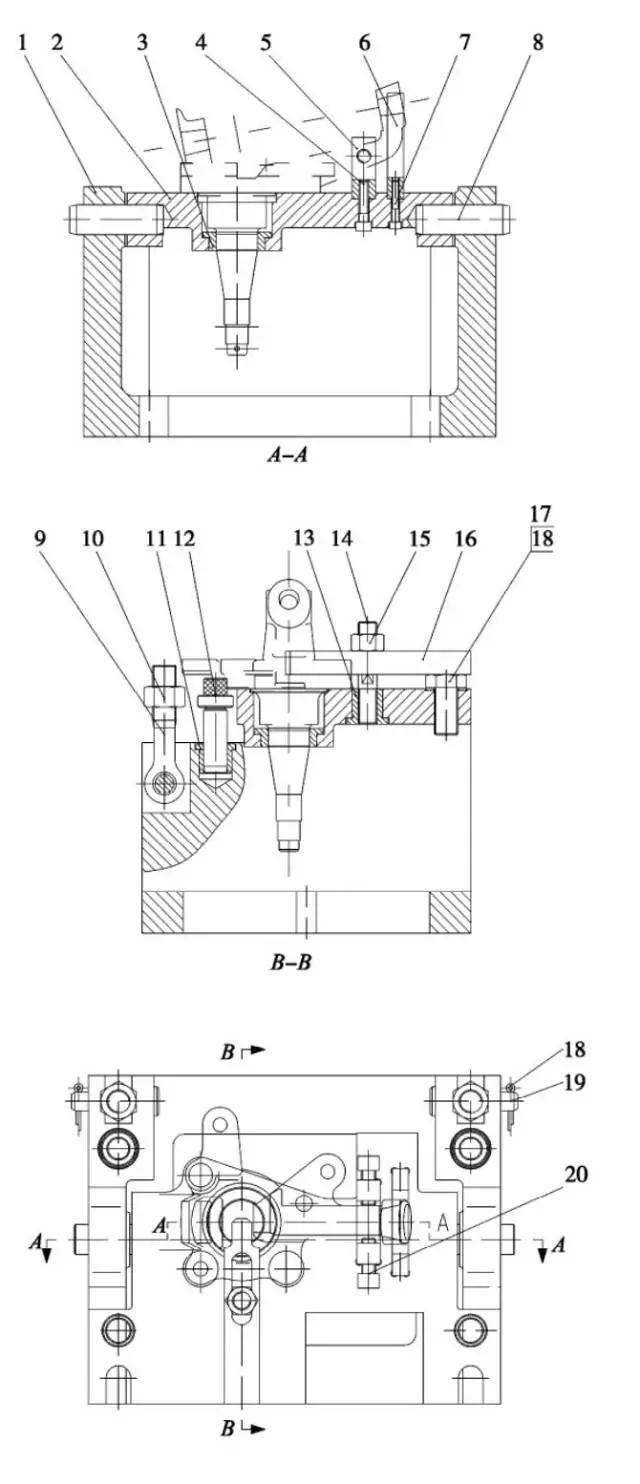
2.2 夹具结构的设计 设计的铣面打孔夹具结构如图8所示,夹具主要由底板1、翻转平板2、夹紧臂5、螺杆14、定位销12、压杆16等组成。
\+ F% C# m3 y6 w* J
图8 夹具结构 8 q& a8 X# |& K
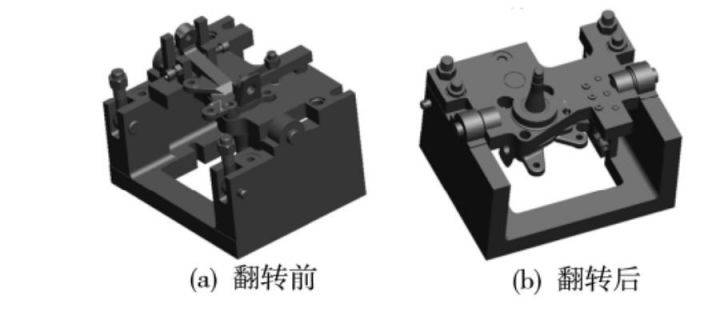
2.3 夹具结构的三维建模 利用 Pro /E 对夹具的零件图进行三维建模,并且利用 Pro /E 中的虚拟装配功能对夹具进行虚拟装配,虚拟装配图如图9所示。通过三维建模设计者可以更有效的了解空间情况,进行空间布局,同时节省了对于零件的绘制时间,在实体修改时,装配件可以随实体位置变化而变化,而且不通过实际生产调试就可在设计过程中检测出零件之间是否存在干涉等问题。 # M, k" I9 B; V2 d( v/ c6 u
图9 铣面钻孔夹具的虚拟装配 ( ?1 `) v$ a1 S E" s
三、夹具夹紧力与误差分析计算
' ~/ ]/ _9 v6 ]4 F% l3.1 夹具夹紧力的计算 夹紧的目的,是保证工件在夹具中的定位,不至于因加工时所受到切削力、重力或伴生力( 离心力、惯性力、热应力等) 的作用而产生移动或振动。夹紧装置是夹具完成夹紧作用的一个重要而不可缺少的组成部分,夹紧装置设计的优劣,对于提高夹紧的精度和工作效率、减轻劳动强度都有很大的影响。
, i% K% i: i5 {3 b9 \/ ]. q
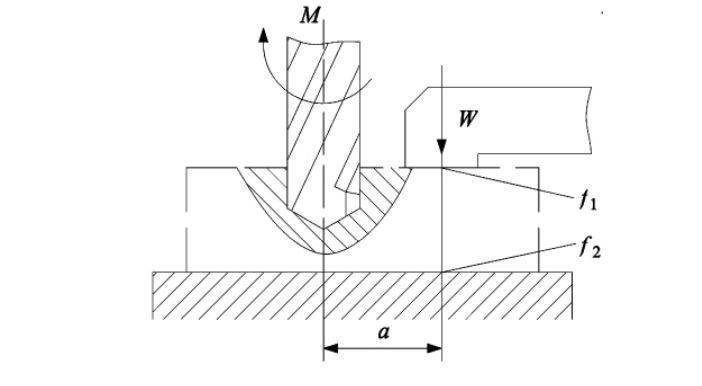
图10 压板夹紧工件受力图 , G2 J5 S8 X' W9 y( J% i3 G
由于转向节体积较小。重量较轻,所以在计算夹紧力可以不考虑转向节的重力,且在铣销时所需夹紧力较小,所以主要考虑钻销时的夹紧力。在钻销时工件受力情况如图10所示。 5 }7 M( T3 ?/ E" S
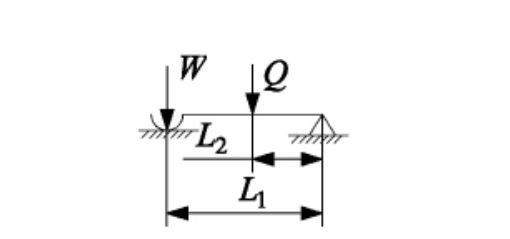
(1)钻销所需夹紧力为:W = kM/a( f1 + f2 ); (2)在夹具的结构设计中,采用螺旋杠杆夹紧装置,夹紧力 W1 按下式计算:W1 = L1/L2·Qη。 图11螺旋杠杆夹紧机构受力分析
# G" V4 N0 J8 e* h
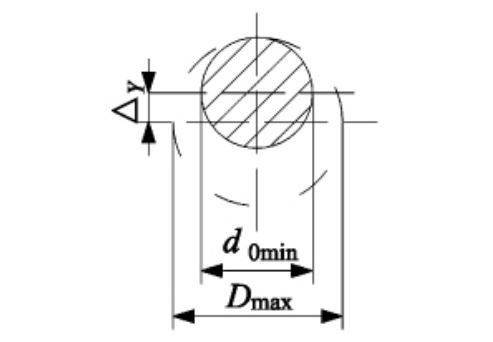
3.2 定位误差分析 在加工过程中,产生误差的因素有很多,例如定位误差、夹具误差、安装误差、对刀误差、加工方法误差等,这些误差之和不能超过工件的误差要求。在一般情况下,为了保证加工精度,一般规定定位误差不超过工件加工公差T的1/5~1/3,即ΔD≤( 1/5-1/3) T,定位误差ΔD是基准位移误差ΔY和基准不重合误差ΔB的总和,即:ΔD = ΔY + ΔB。
4 t9 K: {0 C& t: p1 K: M3 y
图12 基准位移误差
; W7 `; c A/ l; J; M/ o( \3 ?
(1)根据所设计的夹具结构可知,工序基准和定位基准均为尺寸为34. 90的轴段的中心线,所以基准不重合误差 ΔB= 0; (2)如图12所示,基准位移误差ΔY=(Dmax-d0min)/2。 通过计算可知,定位误差小于加工误差的1/5,所以该夹具的精确度可以保证零件的加工精度要求,可以实现该转向节大批量、高效、高精度的生产。
5 e' b8 F3 w% z; \# g
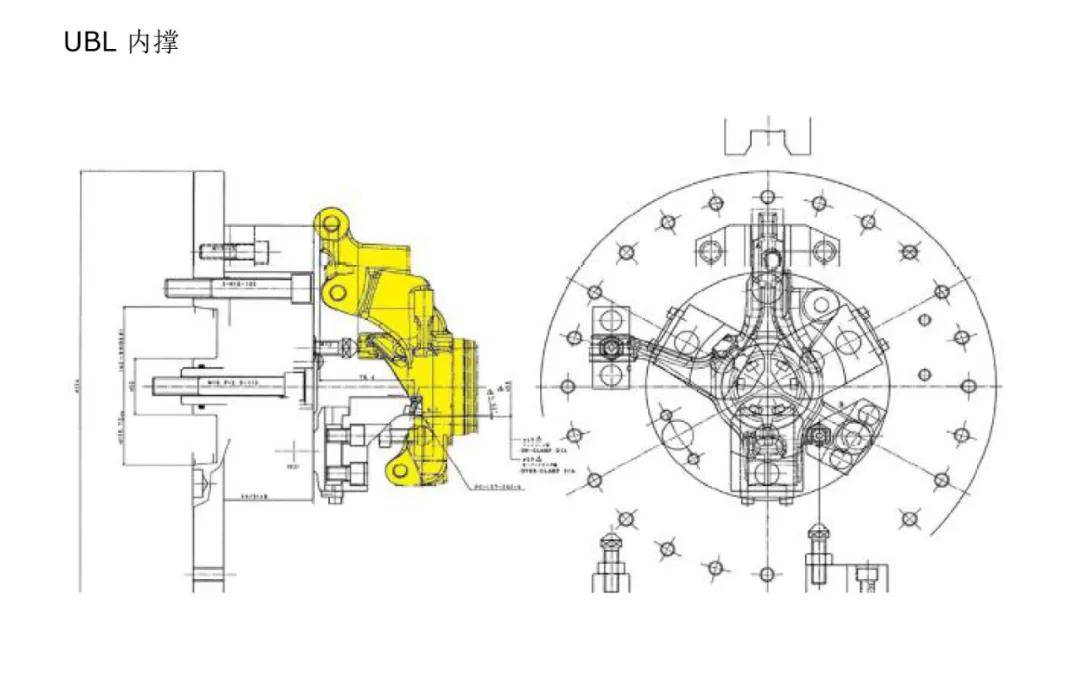
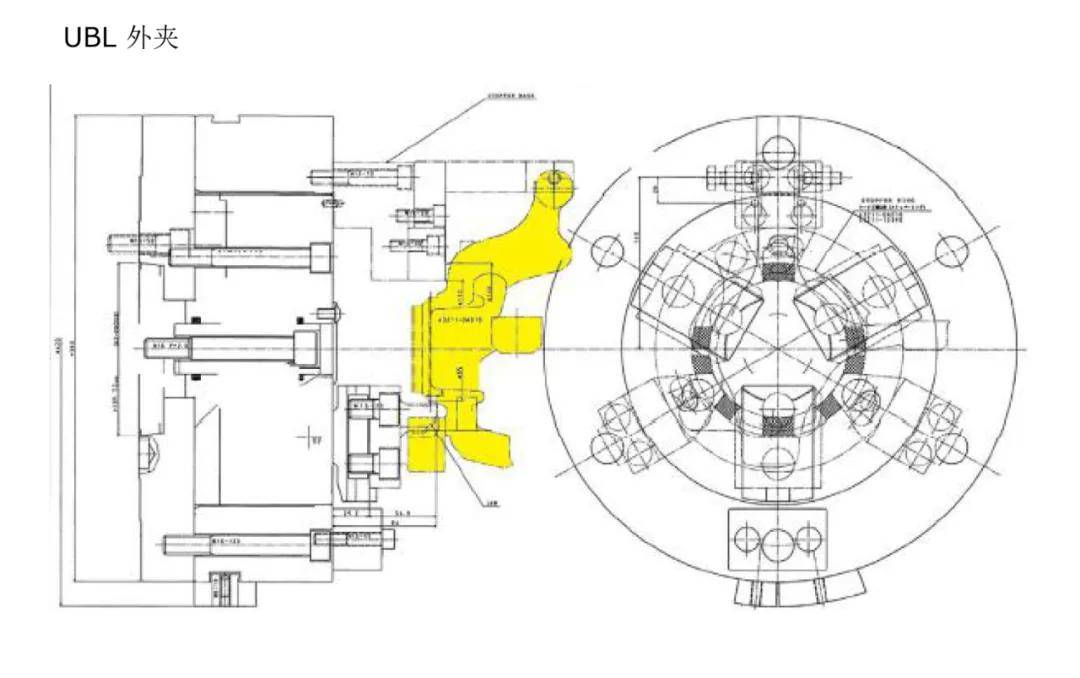
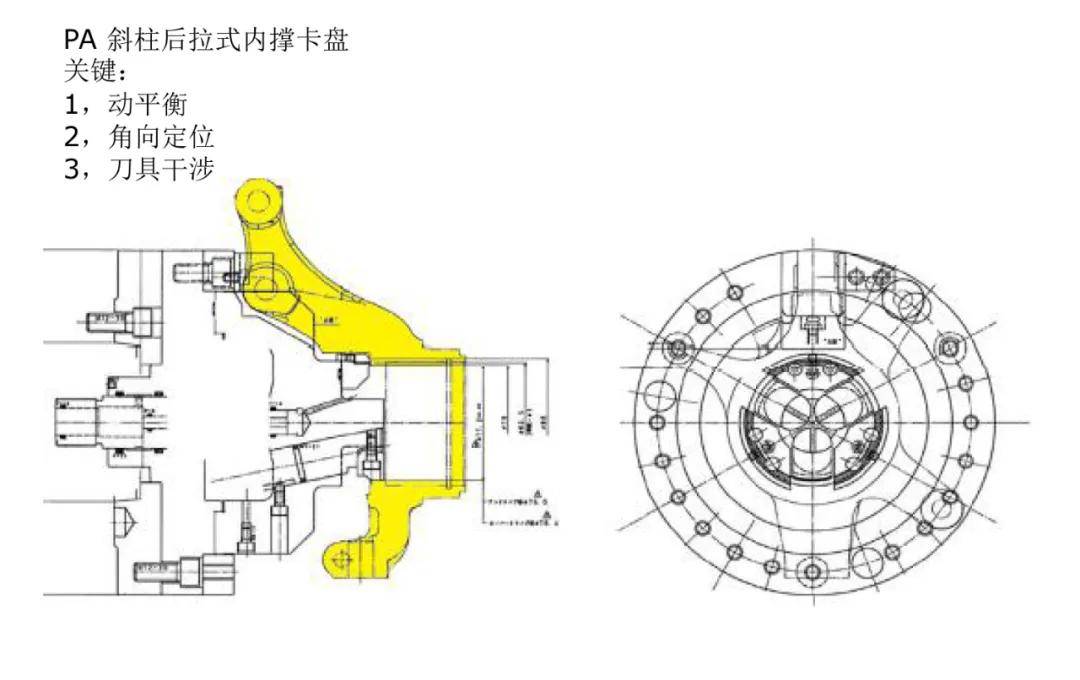
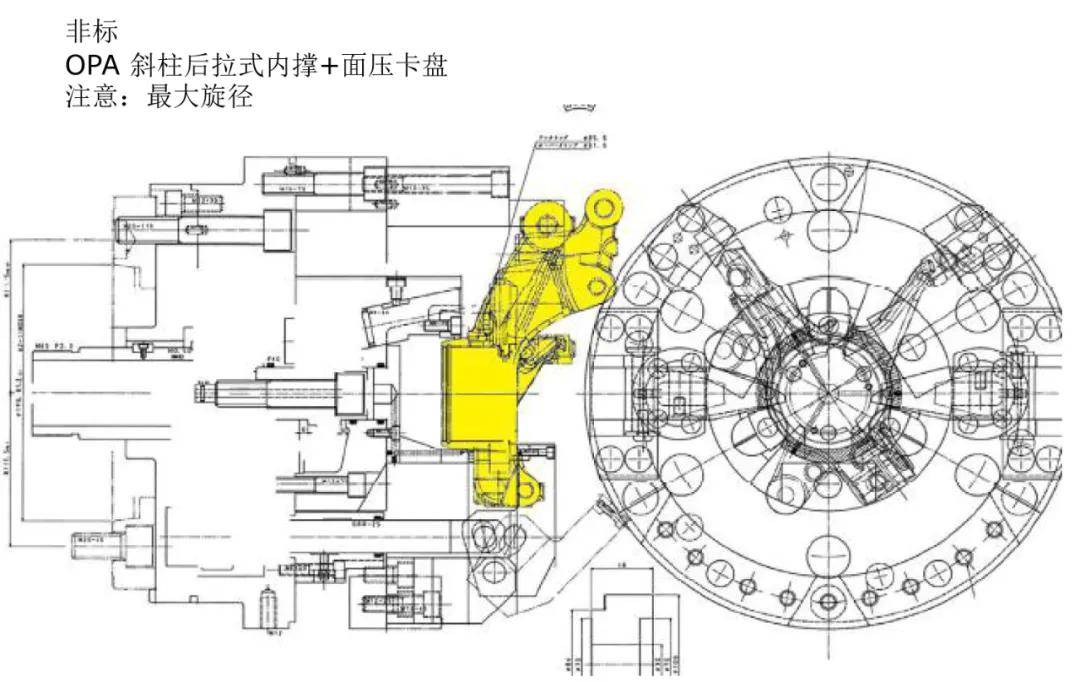
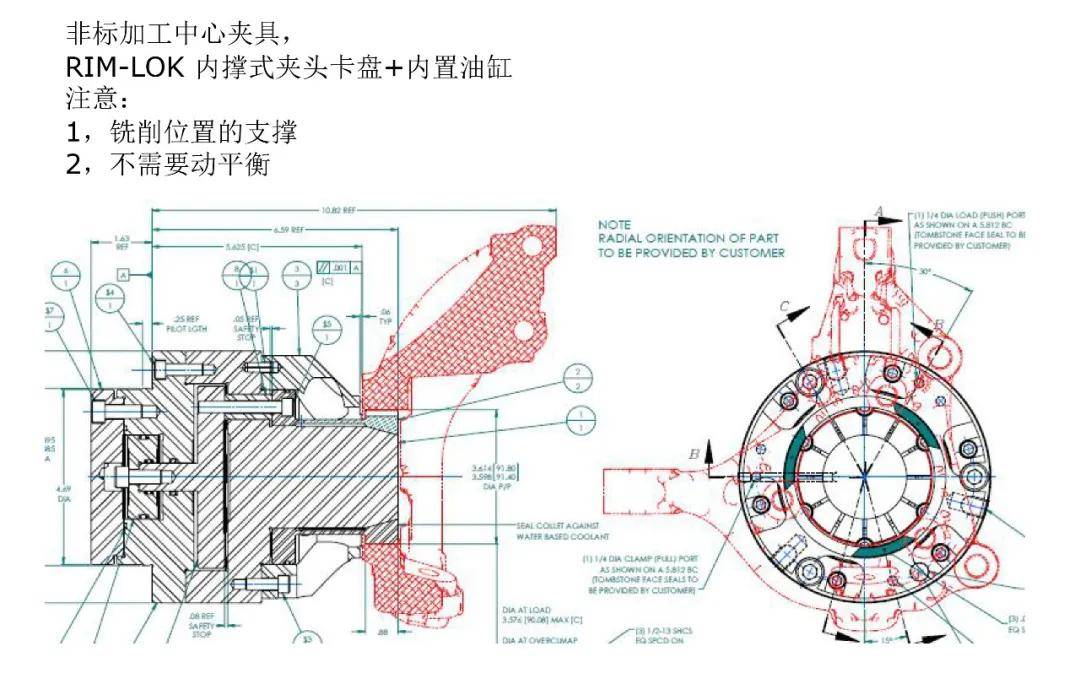
转向节夹具方案
: }* Y G: _9 ]! U异性件夹持主要考虑的事定心和夹持稳定性,仿型夹持才是最好的。针对乘用车(小轿车)的转向节夹具方案: 2 ^& Q. M$ ? ~" u" S
工序转向节OP-10 工序转向节OP-20 工序转向节OP-30 + z; z0 K% U( g& ]5 K% C" l
结 语
$ p* F1 S" K' @该铣面钻孔夹具结构合理,定位误差小,适用于转向节这种批量大、结构复杂的空间异型件的加工,在加工过程中,可以减轻操作者的劳动强度,并能提高生产效率及加工精度,对类似复杂零件的加工具有一定的指导性。
, G7 U+ f$ {4 o' X- s | 

 发表于 2022-12-27 13:09:42
发表于 2022-12-27 13:09:42