|
Κœάμ…ηΦΤΒΡ«ΑΧαΘΚΝΥΫβ≤ΡΝœΒΡΧΊ–‘―Γ”ΟΚœ ΒΡΦ–÷ΈΨΏ≤ΡΝœΓΘ
“ΜΓΔΕ®ΈΜΖΫ Ϋ“Μ“‘ΤΫΟφΈΣΕ®ΈΜΜυΉΦΒΡΕ®ΈΜΖΫΖ®ΓΘΕ®ΈΜ‘ΣΦΰΑϋά®÷ß≥–ΑεΘ§ΒςΫΎ÷ß≥–ΦΑΗΓΕ·Ή‘ΈΜ÷ß≥–Β»Θ§“‘≤ζΤΖΟφΫχ––Ε®ΈΜΒΡΖΫΖ®”–œ¬Ν– ΒάΐΓΘ
ΕΰΓΔΕ®ΈΜΖΫ ΫΕΰΙΛΦΰ“‘Άβ‘≤÷υΟφΈΣΜυΉΦΒΡΕ®ΈΜΖΫΖ®ΦΑΕ®ΈΜ‘ΣΦΰΓΘ“‘ΙΛΦΰΒΡ“ΜΗωΆβ‘≤÷υΟφΉςΈΣΕ®ΈΜΜυΉΦ ±Θ§≥Θ”ΟΒΡΕ®ΈΜΖΫΖ® «ΫΪΆβ‘≤÷υΉΑ‘Ύ‘≤ΩΉΓΔΑκ‘≤ΩΉΓΔV–ΈΩιΜρΕ®–ΡΦ–ΫτΜζΙΙ÷–ΓΘ
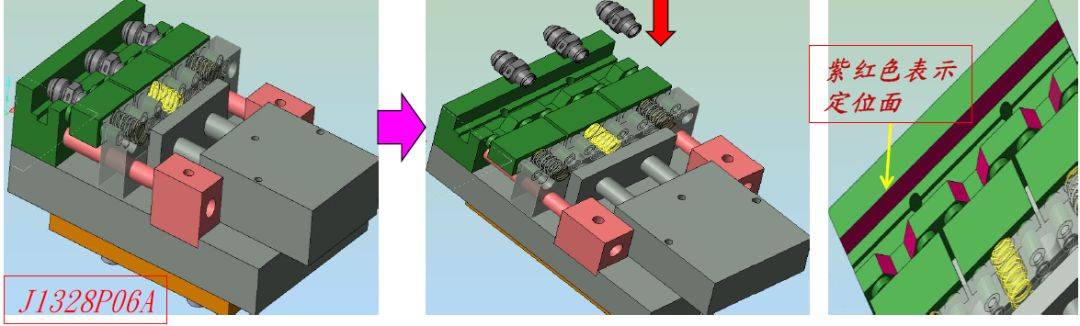
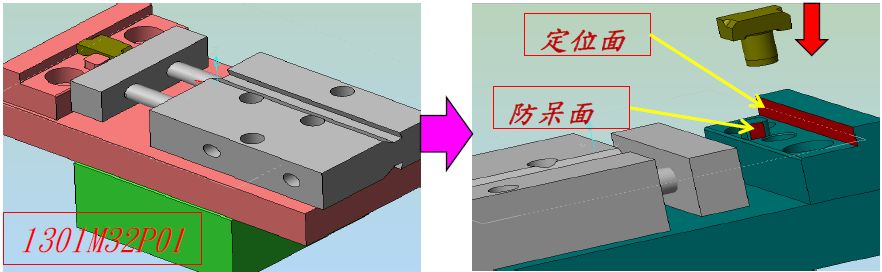
2.1ΫΪΆβ‘≤÷υΉΑ‘Ύ‘≤ΩΉ
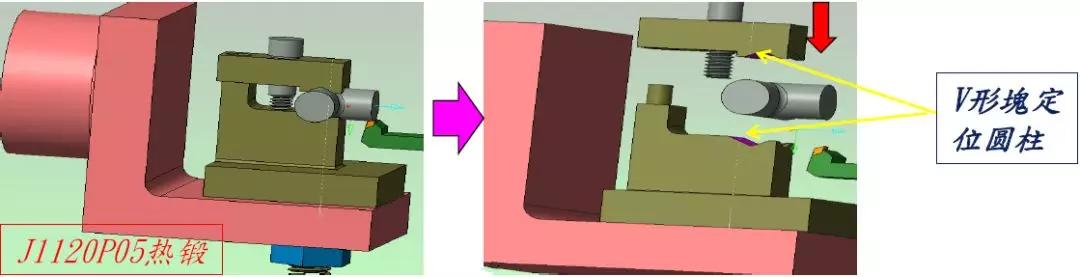
2.2 ΫΪΆβ‘≤÷υΉΑV–ΈΩι
2.3 ΫΪΆβ‘≤÷υΉΑ‘ΎΕ®–ΡΦ–ΫτΜζΙΙ÷–
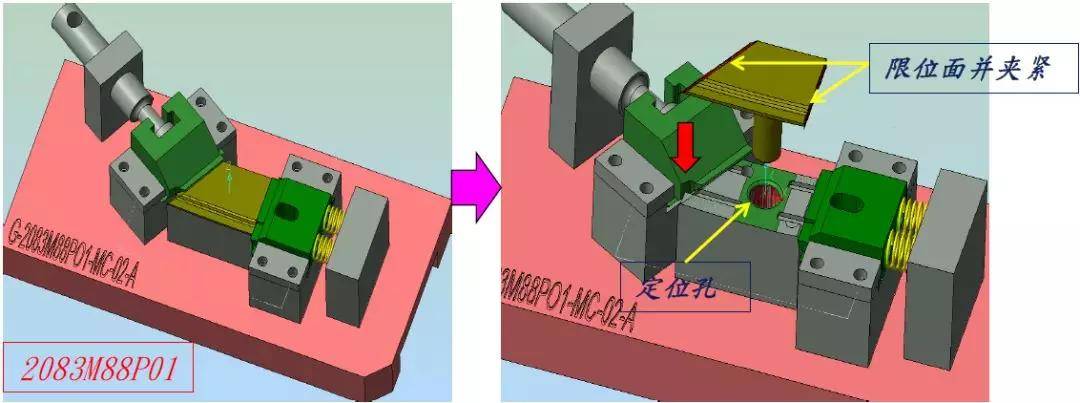
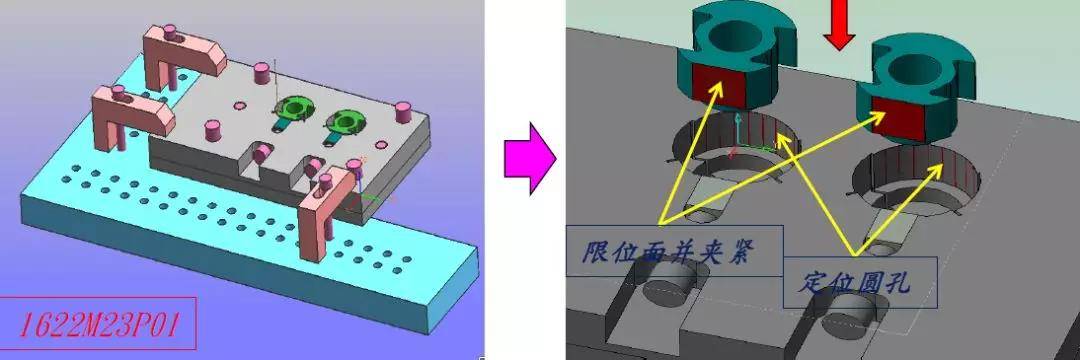
»ΐΓΔΕ®ΈΜΖΫ Ϋ»ΐΙΛΦΰ“‘‘≤ΩΉΈΣΕ®ΈΜΜυΉΦΒΡΕ®ΈΜΖΫΖ®ΦΑΕ®ΈΜ‘ΣΦΰΘ§Ε®ΈΜΜυΉΦΈΣ‘≤ΩΉ ±Θ§≥Θ”ΟΕ®ΈΜœζΦΑΕ®ΈΜ–Ρ÷αΕ®ΈΜΓΘ¥ΥΆβΘ§ΜΙΩ…άϊ”ΟΕ®–ΡΦ–ΫτΜζΙΙΫχ––Ε®ΈΜΓΘ
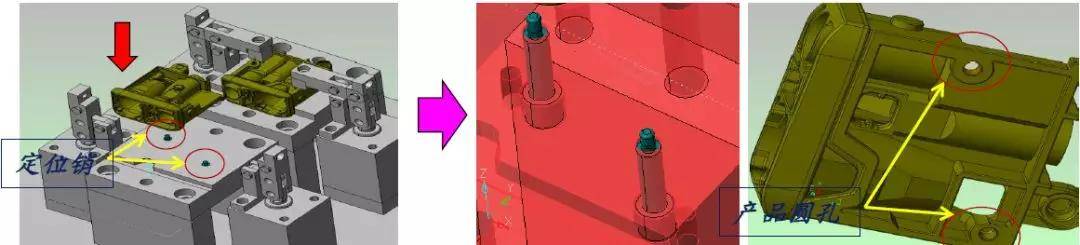
3.1 Ε®ΈΜœζΕ®ΈΜ
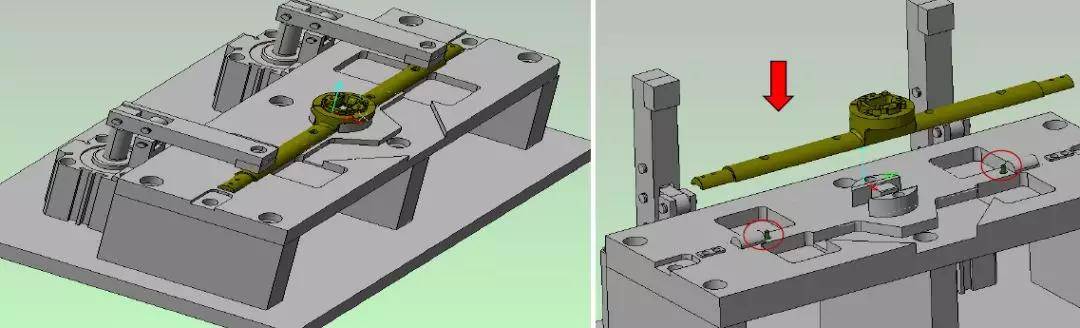
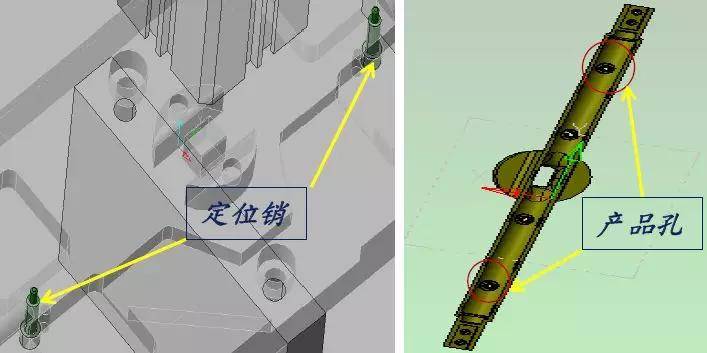
3.2 Ε®ΈΜ–Ρ÷αΕ®ΈΜ
3.3 Ε®–ΡΦ–ΫτΜζΙΙΕ®ΈΜ
ΐΩΊΦ”ΙΛ÷–“ΐΤπΦ”ΙΛ≥Ώ¥γ≤ζ…ζΈσ≤νΒΡ÷ς“Σ‘≠“ρ”–ΘΚ”…”ΎΕ®ΈΜΜυΉΦ±Ψ…μΒΡ≥Ώ¥γΚΆΦΗΚΈ–ΈΉ¥Έσ≤ν”κΕ®ΈΜΜυΉΦ”κΕ®ΈΜ‘ΣΦΰ÷°ΦδΒΡΦδœΕΘ§“‘…œΝΫ÷÷Υυ“ΐΤπΒΡΆ§≈ζΙΛΦΰΕ®ΈΜΜυΉΦ―ΊΦ”ΙΛ≥Ώ¥γΖΫœρΒΡΉν¥σΈΜ“ΤΘ§≥ΤΈΣΕ®ΈΜΜυΉΦΈΜ“ΤΈσ≤νΓΘ“ρ¥Υ…ηΦΤ ΐΩΊΦ”ΙΛ”ΟΦ–ΨΏ ±“ΣΉΔ“β“‘œ¬Ε®ΈΜ“ΣΥΊΘΚ
1Θ©ΙΛΦΰΒΡΝυΗωΉ‘”…Ε»»Ϊ≤Ω±ΜΦ–ΨΏ÷–ΒΡΕ®ΈΜ‘ΣΦΰΥυœό÷ΤΘ§Εχ‘ΎΦ–ΨΏ÷–’Φ”–Άξ»Ϊ»ΖΕ®ΒΡΈ®“ΜΈΜ÷ΟΘ§≥ΤΈΣΆξ»ΪΕ®ΈΜΓΘ 2Θ©ΗυΨίΙΛΦΰΦ”ΙΛ±μΟφΒΡ≤ΜΆ§Φ”ΙΛ“Σ«σΘ§Ε®ΈΜ÷ß≥–ΒψΒΡ ΐΡΩΩ…“‘…Ό”ΎΝυΗωΓΘ”––©Ή‘”…Ε»Ε‘Φ”ΙΛ“Σ«σ”–”ΑœλΘ§”––©Ή‘”…Ε»Ε‘Φ”ΙΛ“Σ«σΈό”ΑœλΘ§’β÷÷Ε®ΈΜ«ιΩω≥ΤΈΣ≤ΜΆξ»ΪΕ®ΈΜΓΘ≤ΜΆξ»ΪΕ®ΈΜ «‘ –μΒΡΓΘ
3Θ©Α¥’’Φ”ΙΛ“Σ«σ”ΠΗΟœό÷ΤΒΡΉ‘”…Ε»ΟΜ”–±Μœό÷ΤΒΡΕ®ΈΜ≥ΤΈΣ«ΖΕ®ΈΜΓΘ«ΖΕ®ΈΜ «≤Μ‘ –μΒΡΓΘ“ρΈΣ«ΖΕ®ΈΜ±Θ÷Λ≤ΜΝΥΦ”ΙΛ“Σ«σΓΘ 4Θ©ΙΛΦΰΒΡ“ΜΗωΜρΦΗΗωΉ‘”…Ε»±Μ≤ΜΆ§ΒΡΕ®ΈΜ‘ΣΦΰ÷ΊΗ¥œό÷ΤΒΡΕ®ΈΜ≥ΤΈΣΙΐΕ®ΈΜΓΘΒ±ΙΐΕ®ΈΜΒΦ÷¬ΙΛΦΰΜρΕ®ΈΜ‘ΣΦΰ±δ–ΈΘ§”ΑœλΦ”ΙΛΨΪΕ» ±Θ§”ΠΗΟ―œΫϊ≤…”ΟΓΘΒΪΒ±ΙΐΕ®ΈΜ≤Δ≤Μ”ΑœλΦ”ΙΛΨΪΕ»Θ§Ζ¥ΕχΧαΗΏΦ”ΙΛΒΡΈ»Ε®–‘ΓΘ
ΥΡΓΔΕ®ΈΜ…ηΦΤ ΒάΐΖ÷Έω
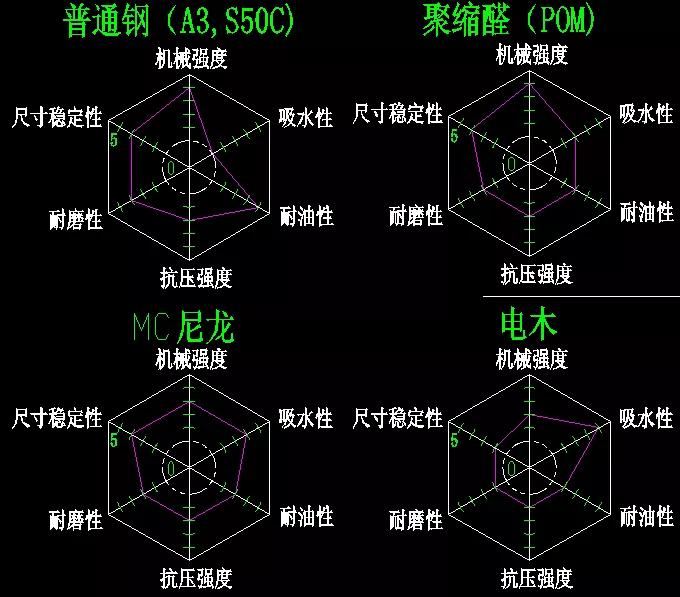
…œΆΦ÷–ΒΡ≥Β¥≤»ΐΆ®Φ–ΨΏΘ§”…ΒΉ≈ΧΓΔΒ·Μ…ΓΔ‘ΥΕ·ΩιΓΔ«·ΉΠΓΔΕ®ΈΜœζΒ»Ήι≥…ΓΘ¥”Α≤»ΪΫ«Ε»≤ΜΡ―Ω¥≥ωΦ–ΨΏ”–»±œίΘΚΦ–ΨΏΉΑΒΫ≥Β¥≤…œΩΣ ΦΦ”ΙΛ ±Θ§÷ς÷α–ΐΉΣ÷––ΡœΏ”κΦ–ΨΏΑ≤ΉΑΒΡΕ®ΈΜœζ¥Ι÷±Θ§‘ΎΟΜ”–Ζά¥τΒΡ«ιΩωœ¬Θ§÷ς÷α–ΐΉΣΕ®ΈΜœζΜαΥΠ≥ωά¥≤ζ…ζΈΘœ’ΓΘ“ρ¥ΥΙΛΦΰΒΡΕ®ΈΜΈ Χβ≥ΐΝΥΉΔ÷Ί…ηΦΤ“ΣΥΊ÷°ΆβΘ§“≤–η“ΣΝΥΫβΙΛ“’÷Τ≥ΧΓΘ | 


 ΖΔ±μ”Ύ 2022-11-5 09:45:05
ΖΔ±μ”Ύ 2022-11-5 09:45:05