|
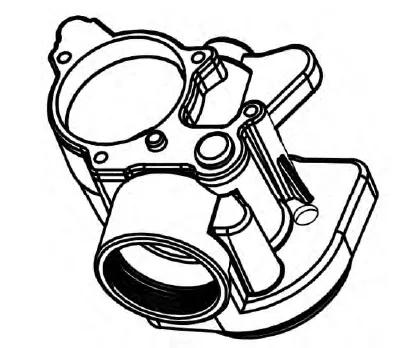
电动机座壳体零件使用传统虎钳装夹难以保证技术要求,使用气动翻转夹具,一次能同时装夹四个工件,满足正面与底面同心度要求,同时减少定位误差。这种多工位翻转夹具的设计思路如下: 图1 铸铝电动机座壳体 2 I1 ~3 e, y7 v0 @* F% v
PART 01 工艺分析零件为异性多面体,加工面两两成90°关系,在没有五轴的情况下,考虑在三轴上设计气动翻转夹具。 工序1,在另一加工中心上采用虎钳装夹,并且在加工过程中预加工A、B两处,作为后期加工的工艺定位销(这两处对其产品性能及外观无影响)。
$ L$ d; k0 j# ?
图2 底面3D(工序1)
6 ]1 ~" e, S d! d
工序2和工序3(见图3和图4),在气动翻转夹具上同时装夹完成。 ) S6 W' c1 C( w, p4 s
图3 上面3D(工序2) 7 v4 m0 N/ p/ e3 e7 C7 x
图4 螺纹面3D(工序3) , U. i9 l3 }. I& K2 G
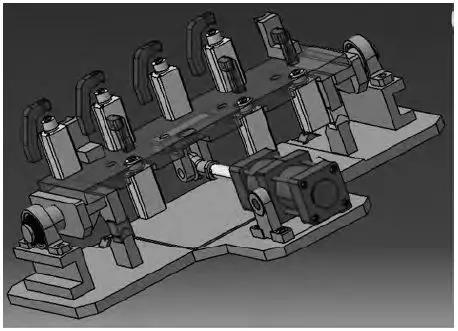
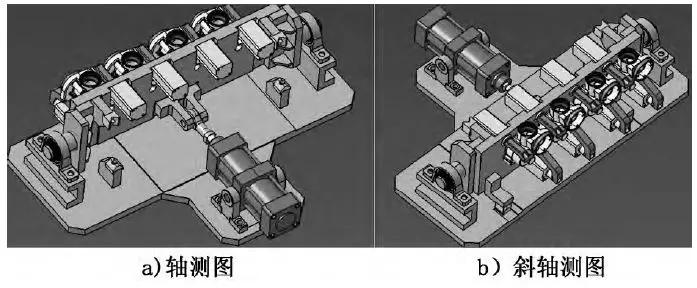
PART 02 夹具设计原理按常规加工,在完成工序2和工序3时,需经2次装夹才能完成。气动翻转夹具能同时加工四个零件,主要由底板、活动翻转工作台、旋转支承轴、支承板、V型导向限位支承块、翻转用气缸和转向压紧用气缸组成。 & Z9 k& O2 k# C3 i0 O( Q
图5 夹具本体 ! B5 I5 Q9 a8 }) G
PART 03 夹紧装置设计
) a k5 a7 k0 r9 _ f9 L
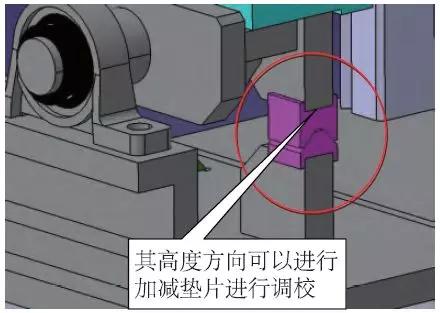
8 p# K' [0 Q: v+ o) Q" i3.1 V型导向限位支承块设计 左、右2组共4件V型导向限位支承块组件,能够实现双向定位水平状态及垂直状态的位置限制,还可以起到辅助支承力的作用,提高其活动翻转工作台的刚度,并对翻转用气缸起到行程限位的作用。 4 \5 L9 J' o3 p( o% R7 D$ d% }' f
图6 V型导向限位支承块 ; U2 M8 L' ?; d9 f! l) Z
3.2翻转用气缸设计 将翻转用气缸运动设计在活动翻转工作台的中心下部,除了均衡推力外作为附加的支承保持活动翻转工作台的刚度,同时节省工作空间及收缩不必要的加工避空。
; ]2 d/ I+ Y5 K6 K
图7 翻转用气缸位置图
6 I$ h4 x. L7 U8 G! P' G! o
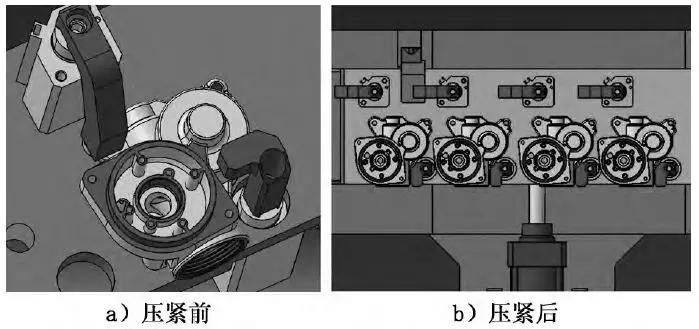
3.3 转向压紧气缸设计 零件采用一面两销定位装夹在活动翻转工作台上,并通过转向压紧气缸一次同时完成4个工件的夹紧。装拆工件时,上、下2面共10个转向压紧气缸同时将压块提升或下压,这样就有取件的空间,压块大致位于工件的对称面,均衡下压力,从而达到夹紧。
! O. z8 a) \# y" [2 n: @4 J1 C" d
图8 转向压紧气缸压紧前、后状态
; \. w, G/ s W
PART 04 夹具的使用在夹具翻转用气缸推出时,转向压紧气缸打开,将零件通过一面两销定位装夹,转向压紧气缸闭合后压紧工件,翻转用气缸保持推出状态,这时工件背部的V型导向限位支承块是完全贴合的,启动CNC进行此面加工,夹具在工序2的状态如图9所示。 2 H4 K& G7 D B7 R# ?* H$ m3 Q
图9 : Q$ F! E, _+ |" _, P/ ?5 g9 M
加工完上述面后,转向压紧气缸压紧的动作保持不动,翻转用气缸收缩,令活动翻转工作台作90°翻转,通过工件侧面的V 型导向限位支承块作用,从而保证其垂直度及旋转前后的位移误差,这样就实现了1次装夹加工2道工序。夹具在工序3的状态如图10所示。 : ^" R/ w# \% I* w+ L$ K
图10
. X$ o C5 w+ H
PART 05 其他加工细节工件加工时均采用成型刀一次性加工完成。因为零件本身是铝铸件壳体,其壁薄、异型,加工余量少,且有圆度等要求,采用成型刀是通过轴心旋转加工,获得的圆尺寸会比走轨迹的更圆,加工壳体圆上各点受力均衡。 , r7 T3 ] R; [% {6 F2 @
! J% u- `% _8 M) [* V
| 

 发表于 2022-10-22 13:23:52
发表于 2022-10-22 13:23:52