|
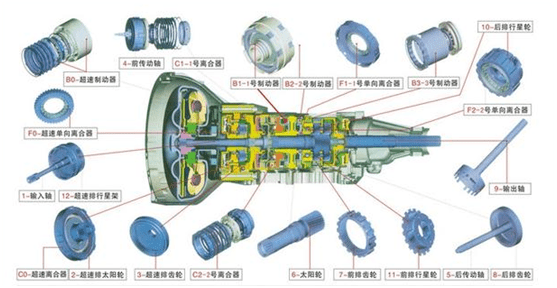
前 言 汽车变速箱离合器总成,有N多零件组成,对于加工工艺者而言,细分下来无非两类,回转类零件(各类齿轮盘&齿轮轴)以及壳体。虽然高科技如3D打印等技术不断涌现出来,来改变制造的理念,但是目前在高精度零件领域还是数控类加工设备有绝对优势。要发挥这个优势,有句俗语讲得好“工欲善其事必先利其器”,设备&刀具的标准化比较完善,接下来这个“器”(夹具)需要再谈一谈。 下图就是汽车变速箱体内部的部分零件的图片,有个明显的特点——“回转类”,今天就分享一下关于回转零件的夹具。 9 ?0 P) y" e6 C* p1 F
图1
" y3 d8 F& ?6 o3 v& k! S5 X
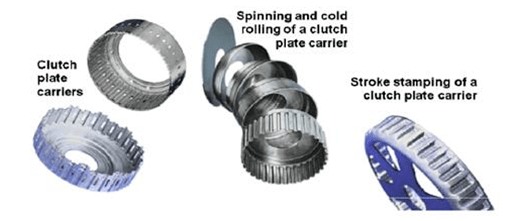
一、零件分析如下图2中的零件,均属于薄壳回转件,轻量化设计使它们的壁厚达到了极限,对于他们的使用性能丝毫没有影响,甚至有时候提升了使用性能,但是对于加工而言,常规的卡盘等工装夹具就望而却步,怎样装夹才能导致不变形,加工不振刀,还要不影响装夹速度(大批量生产),对于加工而言出现一系列问题。
0 B- {- f6 S1 `- O: G4 a
图2 * V2 u4 ?: J' u( q8 j
二、分享思路% T3 h! F& F' z2 c- F4 A! P) P
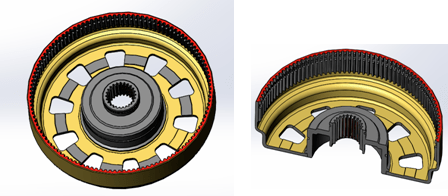
如下图3的零件,根据网络图片画图,可能与实际产品有差异,主要是分享思路。 s+ K0 ]8 S- V; y9 [/ a
图3 8 v" k" n+ H. e
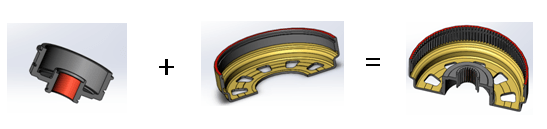
零件加工前流程: 图4 2 y4 g+ G- l8 J! x, R# f; O
加工方式:撑内孔夹持车削+夹外圆夹持车削 8 t( f `3 ] a D
三、案例分析
+ G Q5 Z6 m) U* c- z8 e' o3 y( c下面分享一些案例的设计思路,希望读者能够有所启发 3 U9 F1 `: s! f1 d5 A; p
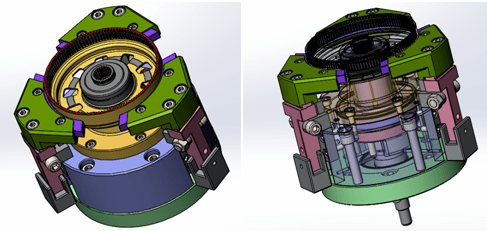
思路一:撑内孔车削工装夹具 % I" C2 X" X G
如图5所示,为正面车削装配体示意图。 7 T& W6 d) A' |7 I
图5
8 I$ e a1 B# g" V( k/ c
观点描述: 1.利用车床夹具在回转过程中产生的离心力。 2.涨芯夹头在高精度加工中优势明显。 3.高精度加工中,零件在夹具的定位装夹尤为重要,气密检测来保驾护航。 4.薄壳体类零件加工震动怎样避免?辅助支撑的合理性。 5.在大批量生产中零件取放容易,不需要额外的动作。
% r( R H) k3 d2 z% @
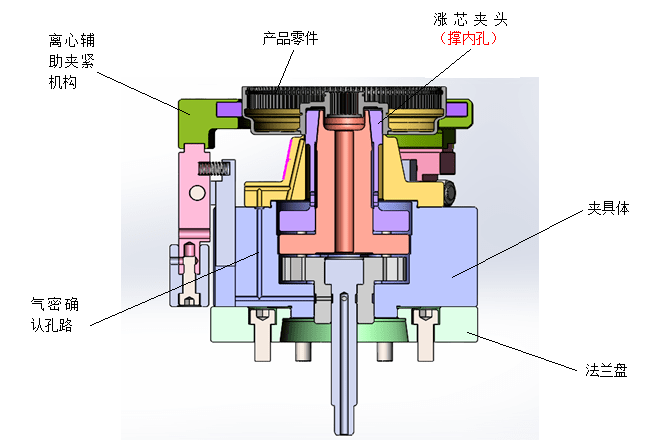
结构分析(如图6): 图6
, V: V9 l4 r) p# T
原理说明: 通过撑内孔涨芯夹具体设计,布局完善气密确认孔路线,保证回路畅通,根据零件外形尺寸特点设计离心夹紧辅助卡爪,安装工装夹具至车床主轴端面,调整好精度,装配零件至夹具上,踩动脚踏板夹紧零件,调整转速,用合适转速使离心辅助爪抱住工件,开始加工。
7 c6 ]% P. l2 Q8 s; y: x( l
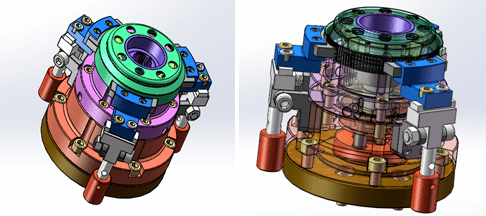
思路二:夹外圆车削工装夹具
$ T U' w" G3 L3 R. o& {
既然采用撑内孔方式+离心辅助夹紧机构可以完成夹具结构的设计以及使用,夹外圆的方式是否满足要求?接下来就根据这一思路在进行扩展,使使用范围扩大。如图7所示。 0 n1 f$ B u/ X8 ]9 } K
图7
5 S: H) ~6 A4 L& j/ f
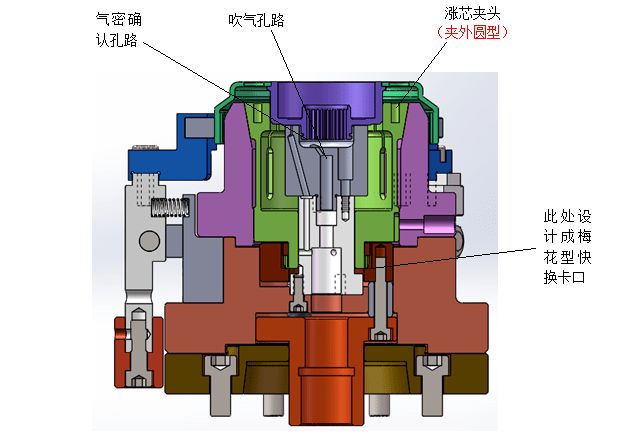
结构分析: 图8 % M/ m! O2 @. P2 r0 v
结 语机械行业发展到目前,绝大部分机构,组件已经使用特别成熟,尤其工装夹具的使用以及设计。很多时候好多人因为身处某个行业,对于单一行业知识经验积累特别多,都可以号称专家级别。但是跨专业的知识积累,以及灵感突发对于知识&经验的排列组合方法的掌握就会有新的解决问题方式出现,期待在这个日新月异的时代,每个人都能够分享思路方法,启发他人,成就自己。送人玫瑰,手留余香,希望有更好的分享! , R7 \: z! G# P; N
| 

 发表于 2022-10-17 15:04:43
发表于 2022-10-17 15:04:43