|
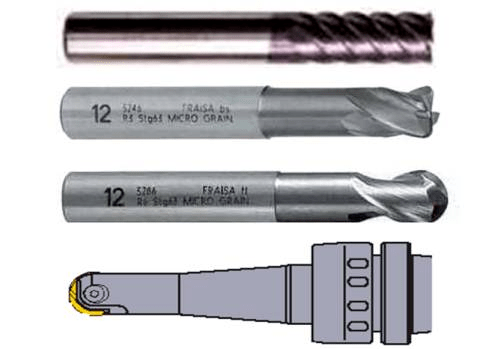
01 切削刀具的基本分类 按端部几何形状分:
v5 d3 q7 n0 {" X4 D' c U b
+ o1 S; z* x4 `0 k I1 {
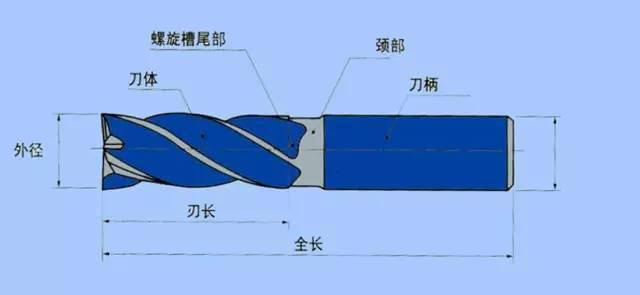
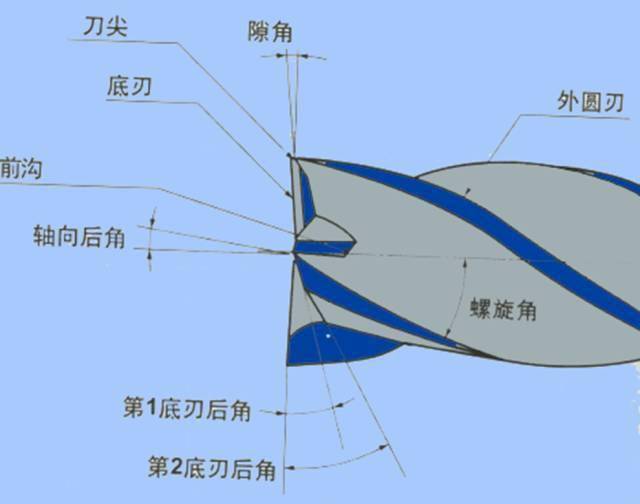
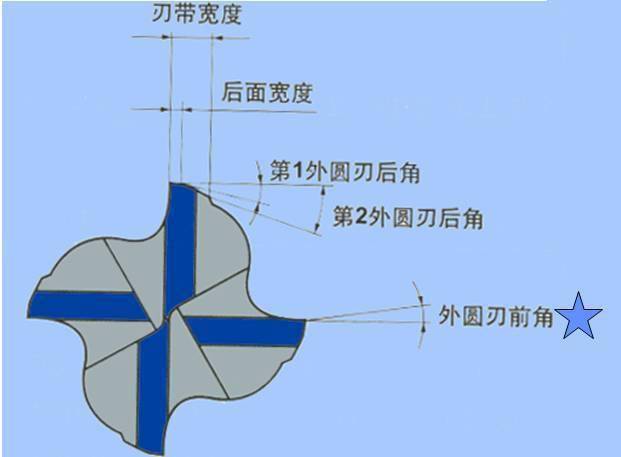
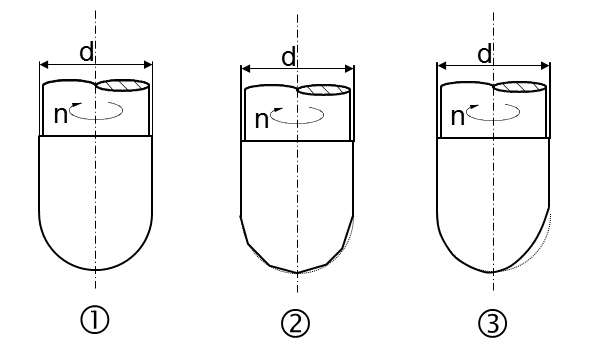
1)平底端铣刀 2)平底R角端铣刀 3)球头端铣刀 4)可转位镶嵌式端铣刀 02 切削刀具的基本几何结构
( }4 g! r0 s1 b) ~
- w: q% ?* F% I
03 切削刀具的几何精度 用于精加工的切削刀具,切削刃必须具有很好的轮廓精度。 刀具的几种可能轮廓偏差: 1)轮廓精确; 2)由于研磨过程不够精确,而导致在刃部产生不规则碎面; 3)由于研磨过程不够精确而导致的半径偏差。 % g3 g+ x4 K4 E0 B" ]6 }# ~! Z
* Q7 D; M; }7 |) L/ k0 ?+ I
如果对工件精度要求非常高,应该在刀具生产商那里购买获得标准认证的刀具。
: s# V; ]4 T0 S0 ?
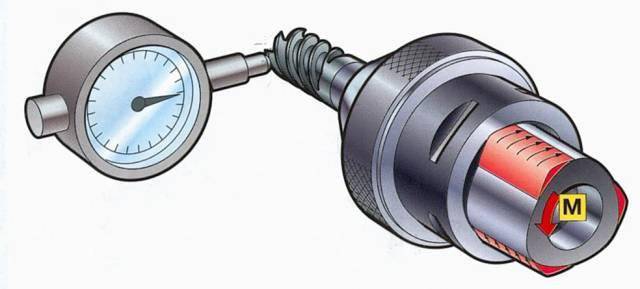
04 保证刀具的径向跳动误差最小 在保证刀柄及刀具系统的最大悬伸长度不超过规定值的前提下,要使主轴能够精确运转,必须于刀柄及切削刃处分别检测刀具的径向跳动误差。如果径向跳动误差过大就会导致主轴的严重震动。 " x* N. u' s+ O {! Q9 f ~
0 f# G; M$ E9 {' N
$ K6 _, F% K2 {" l: Y
05 如何选择合适的切削刀具 1)分析具体加工条件,如主轴及机床性能,刀具的夹持系统,润滑方式等; 2)分析工件材料特性; 3)分析加工表面质量及加工精度要求、成本等; 4)综合考虑各种因素,做出最优化的选择。
; o& B. e% t2 R5 c
' S, v; e: B( A- a4 d
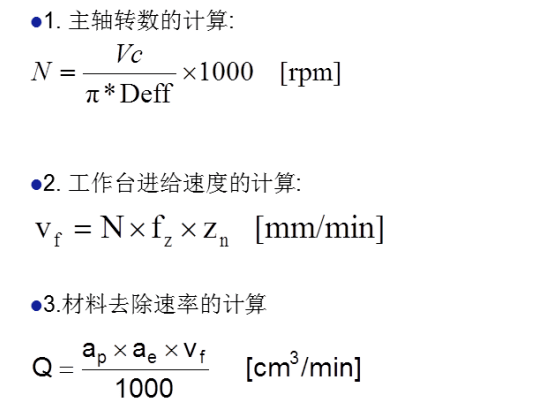
06 高速切削加工参数的计算方法 三項重要公式: $ J3 @3 S1 n& e9 l# r8 S
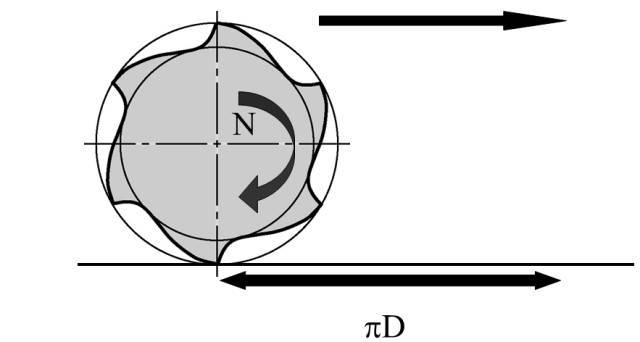
07 高速切削过程中的几个重要术语和加工参数 1. 切削速度Vc 切削速度的定义:Vc=N*p*Deff/1000 Vc是指在特定刀具的情况下,适合某工件材料高速加工的合适的切削速度值,它是指刀具的线速度。 # w2 }4 P: H! ?9 Z# Q
如何正确设定切削速度Vc值: - 由刀具供应商提供;
- 参考已有的实验数据;
- 通过大量切削实验建立自已的数据库。( X/ ^: n5 l2 ^8 v' ] r' W( ?
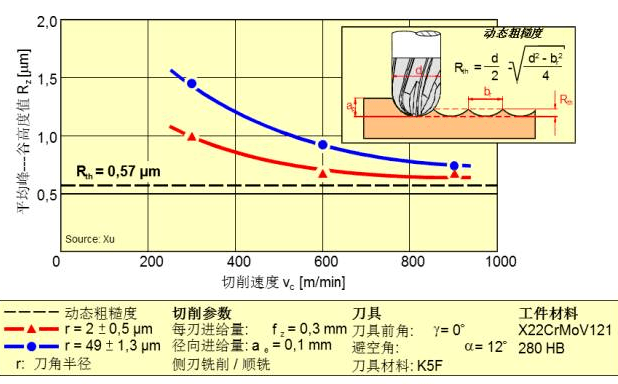
Vc值是正确设定其它切削参数的重要依据! 切削速度对表面粗糙度的影响:
. q+ |" p! N! m$ c' [: T
不同切削速度下, 所产生的铁屑颜色比较:
( Q1 s/ M9 z" I4 b
5 A. A# [+ N, A. O. P
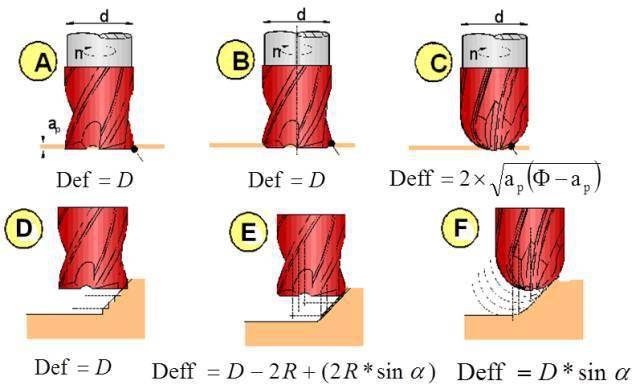
2.有效刀具直径Deff 有效刀具直径以及有效刀具直径的计算。 ( x0 p. @+ s1 Y8 ^
; g" F: c! K9 {7 U0 R: p. P; ]
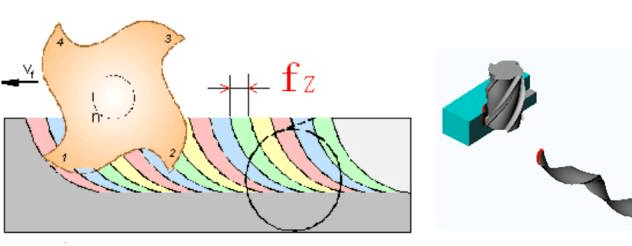
3.每刃进给量fz 每刃进给量的定义:
- t3 D2 A8 | L
( q3 t6 U5 V: v- j
如何正确设定刀具的每刃进给量: - 由切削刀具供应商提供;
- 参考别人研究所得的实验数据;
- 通过大量切削实验获得。9 V1 W0 o0 |; `
每刃进给量的设定正确与否, 对刀具所受切削载荷的合理分布有着极其重要的影响。 3 A0 m0 n5 A4 ]$ q) X( \1 a& m, H
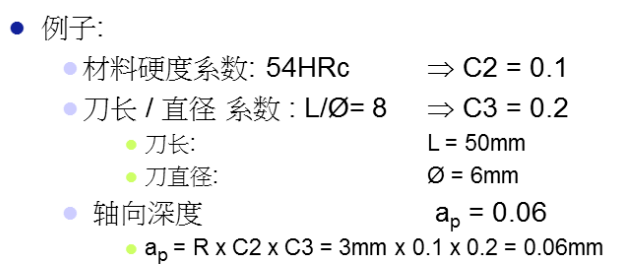
4.轴向及径向进给量ap& ae 轴向进给量的计算:
! m) ]" q0 k0 `$ }7 E9 u8 `* Q
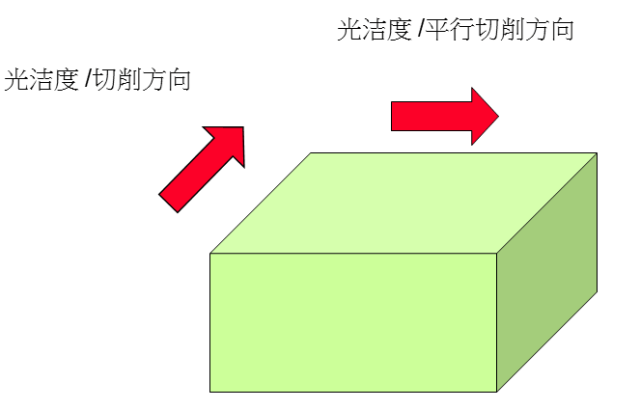
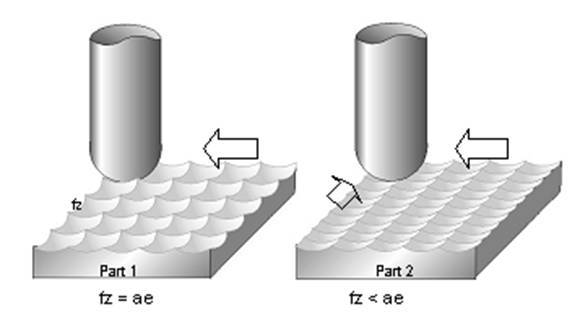
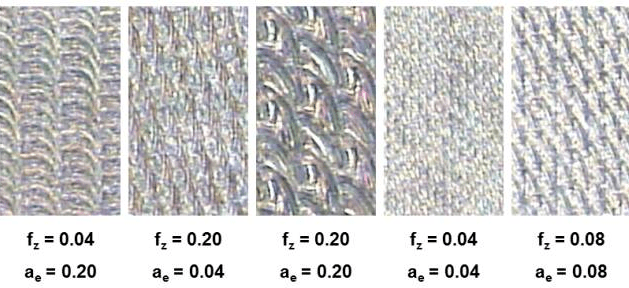
因应主轴、刀具及材料,会影响实际的结果。 Ae及Fz对光洁度的影响▼
a5 D# W9 c J- T6 \
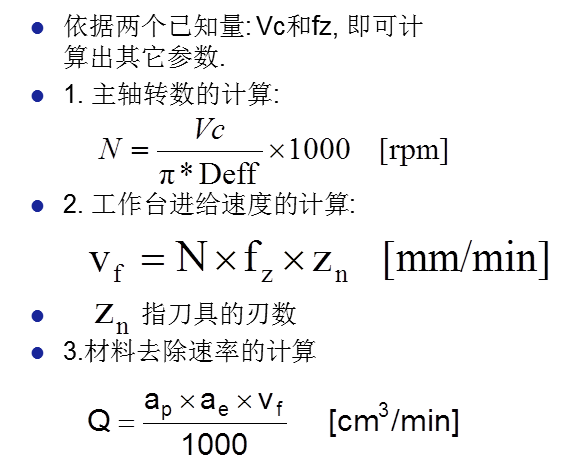
高速加工中,各切削参数的计算方法 ' r5 A) |; C6 F) ^% V* o% [3 t4 |
! p# R% ]+ g# T2 } s
08 加工参数的设定 (1)加工参数的设定原则 1)在高速加工过程中,必须对加工参数进行优化,不可随意设定; 2)必须正确设定切削速度Vc值; 3)必须正确设定每刃进给量fz。 合理的取值既可将刀具的切削效能发挥至极限, 使刀具得到充分利用, 提高加工质量和效率; 又不会影响 刀具的使用寿命, 从而达到节约成本, 实现真正高速加工的目的。
7 q8 h/ E: C$ F$ _1 b/ a; Y
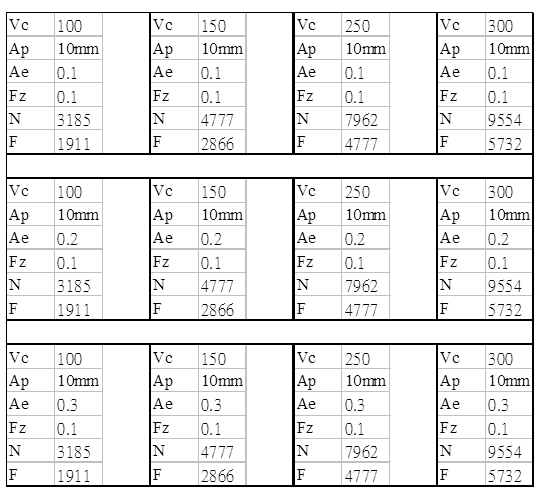
(2)加工测试 测试刀具在切削S136的能力,本次实验的测试所使用的刀具如下: 1)直径: 10mm 2)刃数: 6 3)前角: -13 ° 4)涂层: TiAlN 8 o' e, p) t! h$ Z q9 B7 L) D
试验项目:
( I9 e: K# y% p* m( b/ ?
结论: 1)当Vc从150上升至250时嘈音明显改善; 2)不同Vc值有不同铁屑颜色,证明加工温度不同; 3)Fz的改变,亦会影响切削温度。 - O$ v* G l* i0 t( v. a' a
| 

 发表于 2022-9-8 16:31:05
发表于 2022-9-8 16:31:05