|
冲压件的基本成型工艺 冲压件成形原理:冲压是靠压力机和模具对板材、带材、管材和型材等,施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。 工艺分类:冲压主要是按工艺分类,可分为分离工序和成形工序两大类。 分离工序(冲裁工序):其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。分离工序:冲裁(落料、冲孔)、剪切、切口、切边、剖切。 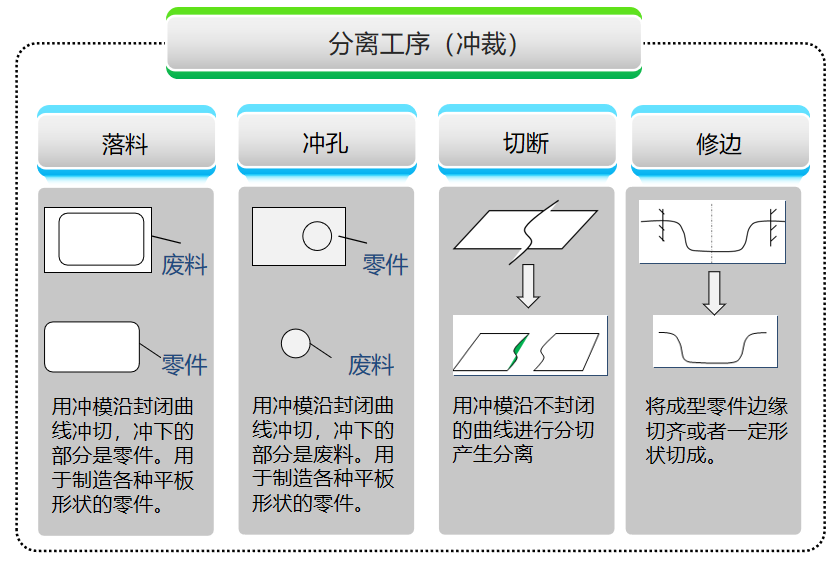
$ n9 d5 g% [2 [7 D7 r8 |4 R' E' f
. _! C! T0 J: O' ? q* {* m6 o冲裁时板料的变形过程 变形过程: 模具间隙正常时,金属材料的冲裁过程可分三个阶段: 1)弹性变形阶段 板料产生弹性压缩,弯曲和拉伸等变形。材料在受到外力作用时产生变形或者尺寸 的变化,而 且能够恢复的变形叫做弹性变形。 2)塑性变形阶段 板料的应力达到屈服极限,板料开始产生塑性剪切变形。是指材料在外力作用下产而在外力去除后不能恢复的那部分变形。 3)断裂分离阶段 已成形的裂纹沿最大应变速度方向向材料内延伸,呈楔形状发展 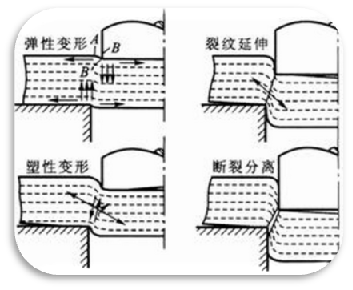
% w, u1 l( K6 \7 C7 p' W0 J
6 t% {# T) [+ h! k" F+ K' ^冲裁后板料断面分为四个部分 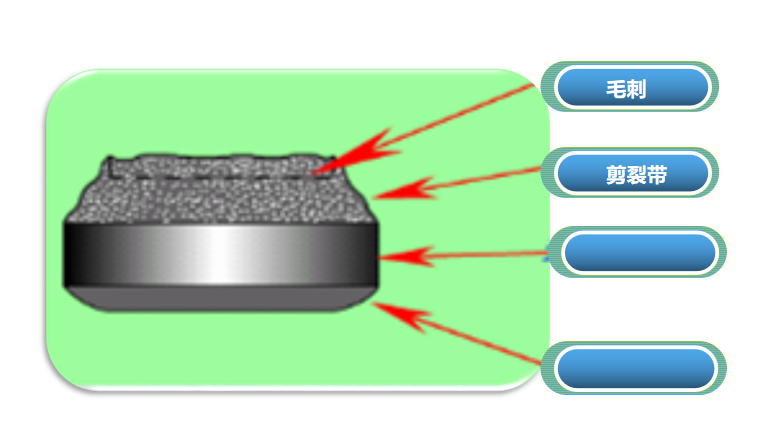
; p; T6 I) q& D" ~% t7 ?: ~: F" ?5 h$ b( |+ g2 X" x6 j
成形工序:是使板料在不破坏的条件下发生塑性变形,制成所需形状和尺寸的工件。 成形工序:弯曲、卷圆、扭曲、拉深、变薄拉深、翻边(孔的翻边、外缘翻边)、缩口、扩口、起伏、卷边、涨形、旋压、整形、校平、压印、挤压(正挤压、反挤压、复合挤压)。 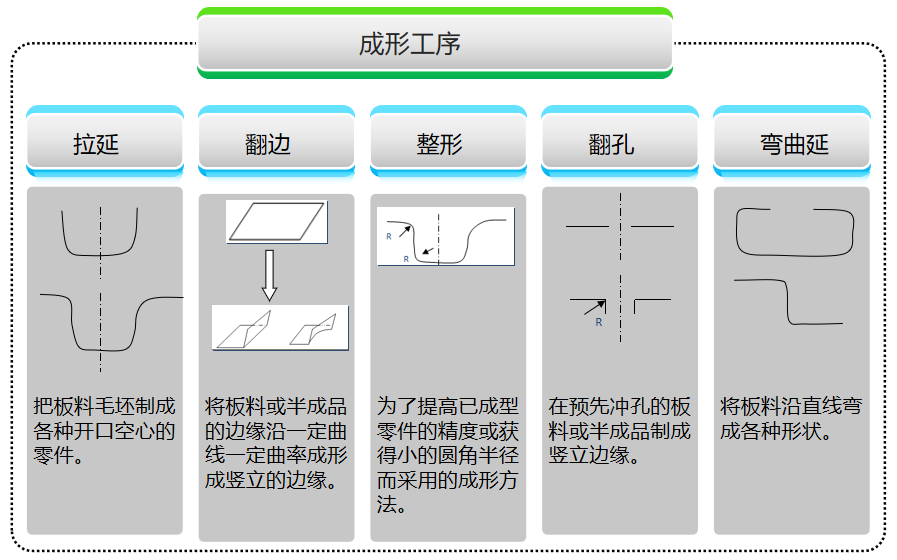
& ]2 K% J$ u$ K, r6 e8 S) y
$ j; f- O; K" q* D. P8 M冲压件设计注意事项冲裁冲压件的冲压工艺性 1).冲裁件的形状和角度:冲裁件的形状设计应尽可能简单、对称,使排样时废料最少。冲裁件拐角应避免锐角,宜有适当的圆角 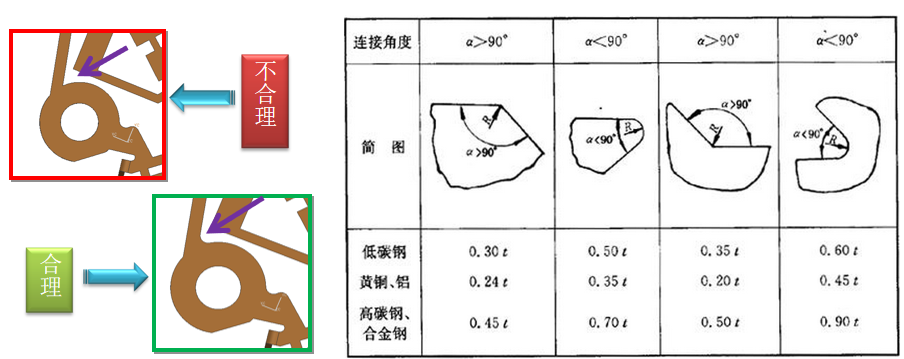
# y" ?% ]/ o. ]
& P8 f( K+ d0 E0 P7 E4 M3 v m2).冲孔最小孔径 (冲孔时孔径不宜太小)最小尺寸如下表 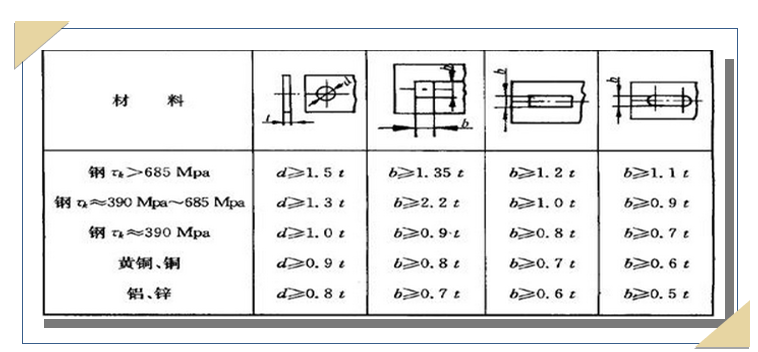
0 }2 `4 G7 c$ _% }
. w' O o8 u$ U r+ X( M冲裁件的结构尺寸(如孔径、孔距等)必须考虑材料的厚度。 3). 最小孔间距 和孔边距 冲裁件的孔与孔之间、孔与边缘之间的距离不应过小。 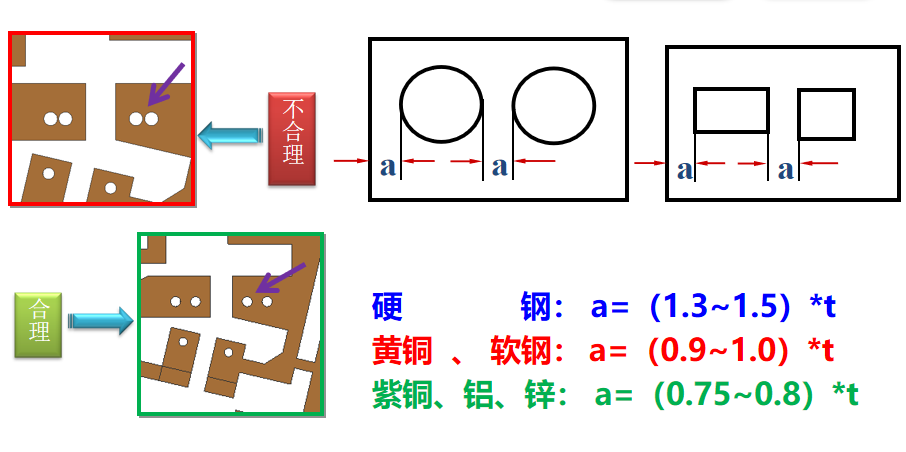 " ?; I: I, C1 y/ _- I3 k% J " ?; I: I, C1 y/ _- I3 k% J
5 M7 Q3 H9 ] T* o# u6 _) B7 l1 N4). 凸出悬臂和凹槽的最小宽度 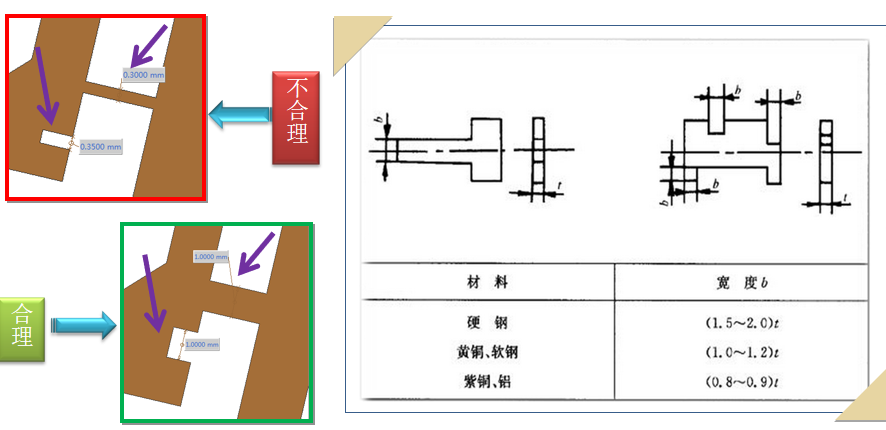 ' E8 N& S7 B$ u8 K- X* ]: s! \ ' E8 N& S7 B$ u8 K- X* ]: s! \
7 P: T) W3 ?8 u; _2 v
弯曲件的冲压工艺性 1).材料弯曲时,弯曲圆角当超过材料的极限强度时,就会产生裂缝和折断,应避免过小的弯曲圆角半径 2)R角的设定最好不要大于其自身1.5倍材料厚度。因为R角过大弯曲过后其回弹也很大。 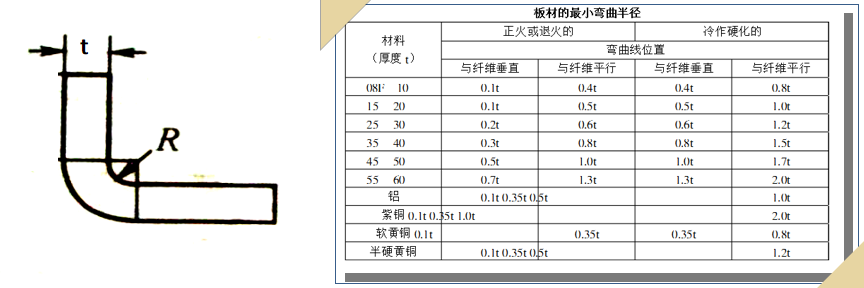 4 \4 s4 N6 J0 @4 O4 T, Y4 y: z" ^" t3 V 4 \4 s4 N6 J0 @4 O4 T, Y4 y: z" ^" t3 V
8 f7 r" B: N; i9 v- g
3).弯曲件的弯曲高度不要太长,同时H也不可以过小,特别是材料t>2mm的时候h过小(切记),会使弯曲困难,很难得到形状准确的零件。 弯曲件弯角成90°时,为了便于成形应使弯曲件直边高度h>2t,当h=1.3t-2t时,应使R≈0或采用压凹槽等弯曲方法,见下图。 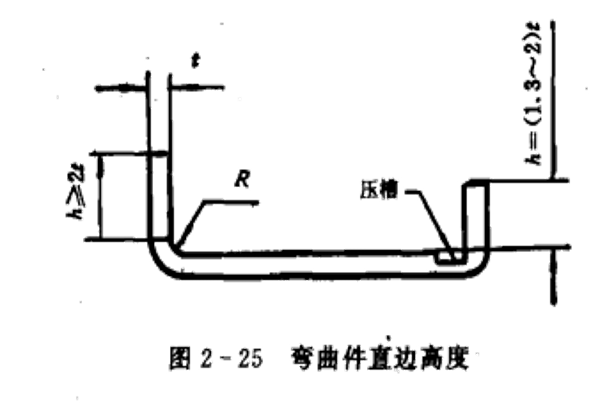
8 C$ o. n/ R- t4 n* C" P, ? `3 ^ A- Q* Q2 ~2 o% g
4). 弯曲件的弯曲线尽量不要设计在宽度突变的地方(如下图),以避免撕裂。 如果非要设计在宽度突变的地方,可以在宽度突变处预先冲好工艺孔或工艺槽 。 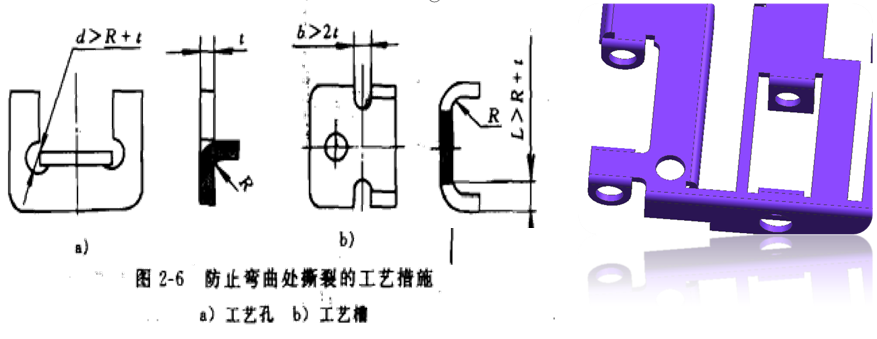 ) g/ g9 {! n* Q- D9 F/ `) J ) g/ g9 {! n* Q- D9 F/ `) J
: w; K+ @ F c) p: J: I/ i5).对于有孔的弯曲件,如果孔位于弯曲的附近,弯曲的时候会使孔变形。 解决措施:使这些孔分布在变形区域之外。 如下图对于弯曲件,从孔边到弯曲半径R中心的距离取为:当t<2mm的时,l≥t;当t≥2mm的时,l≥2t。 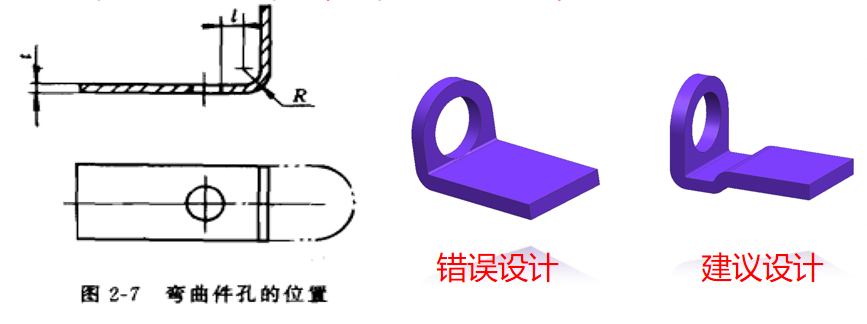
( Q1 L, |% A3 G* u( X- F N8 \+ e" K3 ^( _
6).当弯曲件由宽、窄两部分组成时,过渡处距离L≥R,见下图。 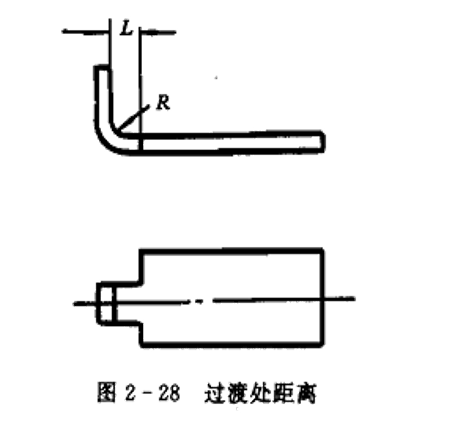 7 q/ r6 Z# ?$ ~" Z% m! S 7 q/ r6 Z# ?$ ~" Z% m! S
U) T% @0 R, q
7).对称件的弯曲,左右弯曲半径应该一致,以便保证弯曲过程中的受力平衡,以防止在弯曲过程中产生滑动,见下图。 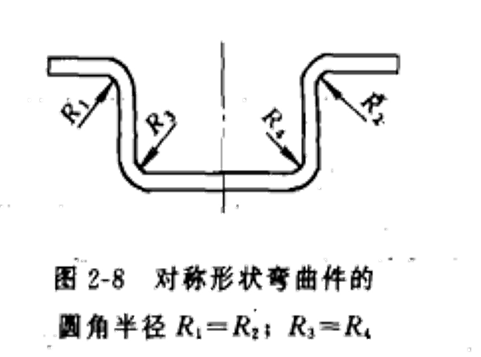
9 b% Z3 e- R! p) J
2 D( p9 P4 e; q4 \9 V6 x8).在设计弯曲件的时候,由于弯曲的形状和整体冲压件的形状不规则,所以,就要在冲压件上设计基准孔或基准边以及标注公差的一些基准。 如:面、边、孔等,但是尽量不要把基准设定在很难测量的地方如:空间的圆心、很难判定的元素等,见下图。 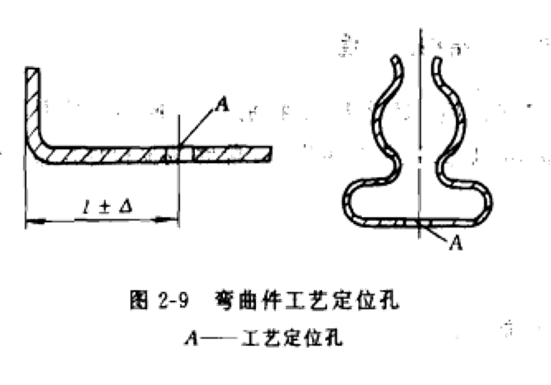 9 J" K1 r o5 J# C 9 J" K1 r o5 J# C
& v% m% ]: `( C6 i9 P5 ^8 ^# ]) z9).在设计弯曲件的时候,要考虑折弯前材料展开长度(方向)是否有足够的空间(两片之间距离>t) 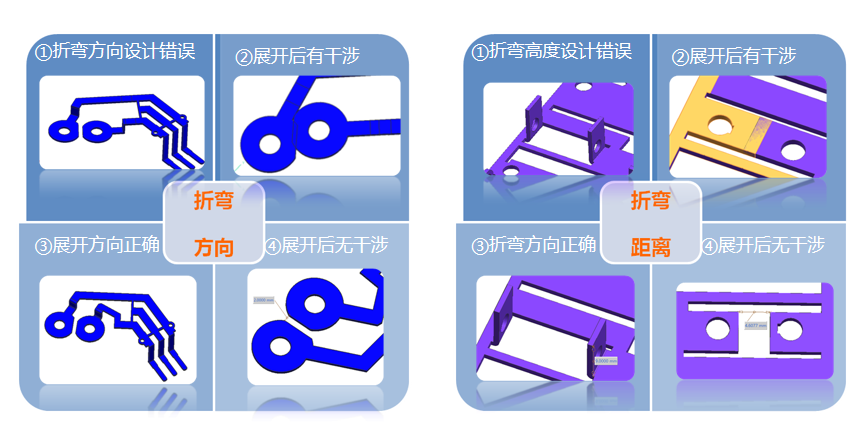 0 M, `6 y+ I2 x1 ` `# q1 q 0 M, `6 y+ I2 x1 ` `# q1 q
I, C5 \6 L( m+ t+ I" ~1 ^6 h/ Z) \
拉伸件的冲压工艺性 1)拉深概念 利用模具将平板毛坯冲压成各种开口的空心零件,或将已制成的开口空心件压制成其他形状和尺寸空心件的一种冲压加工方法。 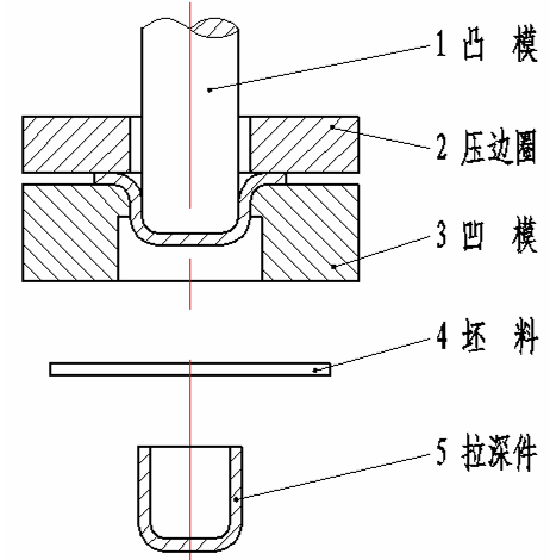 5 }8 x% G, j% a5 Y' C 5 }8 x% G, j% a5 Y' C
3 _' m9 h$ k: N/ X2 o8 M/ i
2 G5 Y& F" J+ B8 P$ ~8 \/ _& W8 [0 n4 g* y3 r4 `
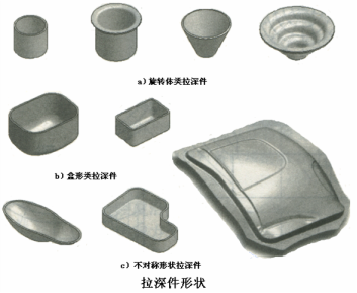
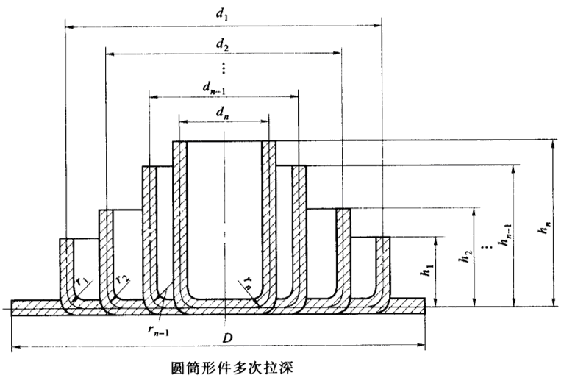
拉深工艺分类 1)按壁厚变化情况分: ① 一般拉深(工件壁厚不变) ② 变薄拉深(工件壁厚变薄) 2)按使用的毛坯的形状分: ① 第一次拉深(使用平板毛坯) ② 以后的各次拉深(以开口空心件为毛坯) 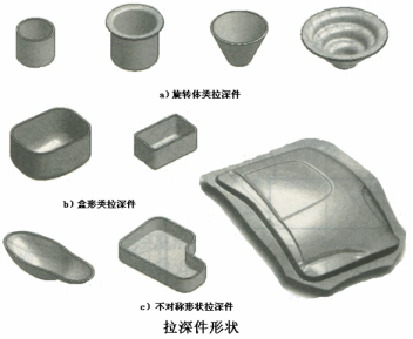
8 D8 k( { R Z: H; a3 c4 x" h6 E
3 m; L/ y) z N0 o4 W1 e+ `& J/ ?
0 Y8 b3 R$ Q" }) ~6 P6 {3)拉深变形过程: 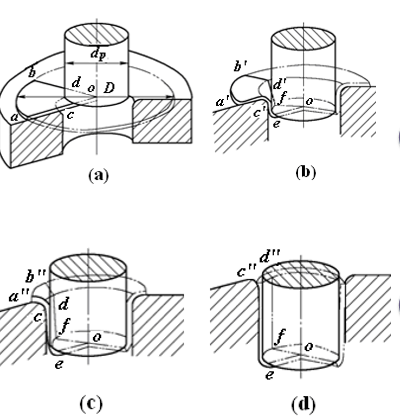 3 H6 D; [ x* ~6 p1 W 3 H6 D; [ x* ~6 p1 W
6 }# K, l/ {+ O; X0 \* S& p
4)拉深过程中毛坯各部分变化 : ① 平面凸缘部分(主要变形区) ② 凹模圆角部分(过渡区) ③筒壁部分(变形区) ④ 凸模圆角部分(过渡区) ⑤ 筒底部分(小变形区) 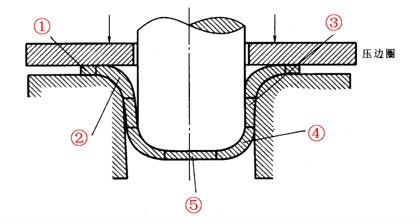 1 \$ D+ x K+ T; v( ` 1 \$ D+ x K+ T; v( `
& _) z- |0 J& j) Y- N$ I/ f
缩孔、翻边、膨胀的成形介绍 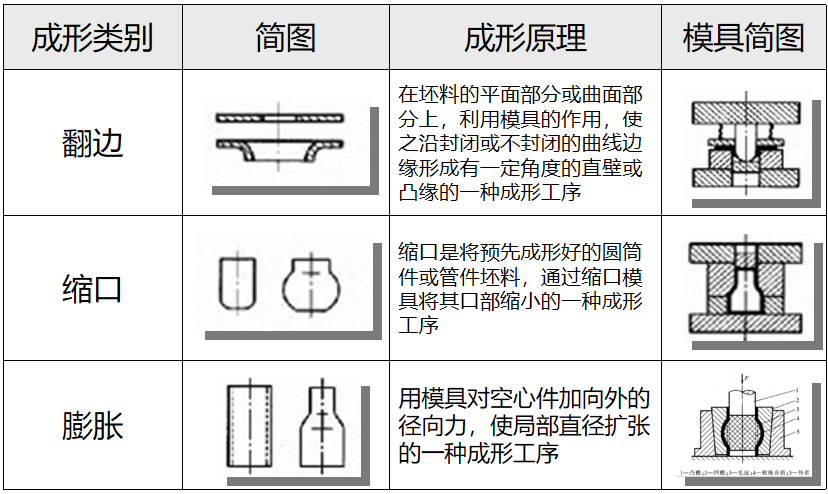
. c3 E$ C/ P9 A# x* N8 b/ y* s R& v. m& \) Z, i! a
冲压件结构设计要点 1、避免直角,圆弧过渡 2、孔与孔,孔与边,孔与弯曲处之间有足够距离 3、弯曲半径不能过小,折弯高度适宜 4、薄板可以通过加强筋方式提高刚度和强度 5、注意板料的纤维方向 冲压件的表面处理冲压产品的表面处理包括电镀(锌﹑镉﹑铜﹑铬﹑锡﹑镍﹑金﹑银等)、静电涂喷、喷漆、电泳、丝网印刷等处理方式。应用比较广泛的有喷塑、喷漆、发黑、电泳、镀锌、镀镍等 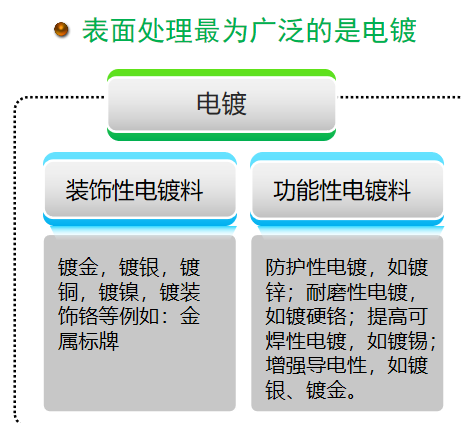 # E; x1 Q2 ^2 l; |) _ # E; x1 Q2 ^2 l; |) _
. R4 h% M' P& V/ f: p/ V4 x
电镀 镀层金属或其它不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性和表面美观。  1 o4 b# y' X: N( H! C 1 o4 b# y' X: N( H! C
: W/ a/ J% K. C$ G+ P# Q
电泳 电泳是电泳涂料在阴阳两极。施加于电压作用,带电荷之涂料离子移到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工作表面。 电泳表面处理工艺的特点: 电泳漆膜具有丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺 
) R+ A: k: R: t
9 G* t. Z% o$ x: x5 }' ~3 _- S8 ^4 r发黑 钢制件的表面发黑处理,也有被称之为发蓝的,其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种  / x* M9 O! u! U. S( W* u / x* M9 O! u! U. S( W* u
/ A1 y, r8 T& j4 j镀锌、锡 镀锌、锡是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。  * K3 s" J" a3 B# x: U/ Z& q8 n4 } * K3 s" J" a3 B# x: U/ Z& q8 n4 }
V2 U* g7 [ j磷化 磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提供漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用 
L$ m6 N$ B! W* n! Q) N- g9 \* H y
喷涂 利用压力或静电力将油漆或粉末附着在工件表面,使工件有防腐蚀和外观装饰作用。  + L0 ] s1 {! D0 J: A! c8 C! Y6 b + L0 ] s1 {! D0 J: A! c8 C! Y6 b
0 N& C4 X- j7 J/ A
烤漆 在基材上打上底漆、面漆,每上一遍漆,都送人无尘恒温烤房,烘烤。 钝化 其钝化的机理可用薄膜理论来解释,即认为钝化是由于金属与氧化性质作用,作用时在金属表面生产一种非常薄的、致密的、覆盖性能良好的、牢固地吸附在金属表面上的钝化膜。这层膜成独立相存在,通常是氧化金属的化合物、它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质接触,从而使金属基本停止溶解形成钝化态达到防腐蚀的作用 本文参考来源于:华德控股集团 精密注塑技术部
9 `8 p# F7 x0 Q7 C4 _- z- H | 

 发表于 2022-7-1 13:24:28
发表于 2022-7-1 13:24:28